
 English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى Português
Português 한국어
한국어
ブラックジルコニアセラミックリングは、精密成形と高温焼結により高純度ジルコニアで作られた高性能エンジニアリングセラミックアセンブリです。その四角形の結晶構造により、材料はより高い機械的強度 (>1000 MPa)と破壊靱性を獲得し、硬度はモース 9 を超え、耐摩耗性は金属や通常のセラミックをはるかに上回ります。ダークブラックの外観は、焼結プロセス中の結晶相構造の正確な制御に由来しており、材料...
詳細を見る
フォローしてください:





 メールアドレス: zf@zfcera.com
メールアドレス: zf@zfcera.com
 電話: +86-188 8878 5188
電話: +86-188 8878 5188

セラミックエンドミルとは何ですか?いつ使用する必要がありますか?
2026-04-02
コンテンツ
あ セラミックエンドミル は、高度なセラミック材料 (主に窒化ケイ素 (Si₃N₄)、アルミナ (あl₂O₃)、またはサイアロン) で作られた切削工具で、硬くて摩耗性の高い材料の高速高温加工用に設計されています。従来の超硬工具が過度の熱や磨耗により故障した場合、特にニッケル基超合金、焼入れ鋼、鋳鉄を含む用途では、超硬工具を使用する必要があります。セラミックエンドミルは超硬よりも 5 ~ 20 倍速い切断速度で動作できるため、航空宇宙、自動車、金型産業で好まれています。
セラミックエンドミルを理解する: 材質と組成
のパフォーマンス セラミックエンドミル 基本的にはそのベースとなる素材によって決まります。コバルト結合剤中のタングステンカーバイド粒子に依存する超硬工具とは異なり、セラミック工具は、高温でも極めて高い硬度を維持する非金属化合物から設計されています。
エンドミルに使用される一般的なセラミック材料
| 材質 | 構成 | キーのプロパティ | 最適な用途 |
| 窒化ケイ素 (Si₃N₄) | ケイ素窒素 | 高い耐熱衝撃性 | 鋳鉄、ねずみ鋳鉄 |
| あlumina (Al₂O₃) | あluminum Oxide | 極めて高い硬度、化学的安定性 | 焼き入れ鋼、超合金 |
| サイアロン | Si、Al、O、N複合材料 | 靭性・硬度バランス | ニッケル超合金、インコネル |
| ウィスカー強化セラミックス | あl₂O₃ SiC whiskers | 破壊靱性の向上 | 断続切削、航空宇宙用合金 |
各セラミック化合物は、硬度、耐熱性、靭性の異なる組み合わせを提供します。正しい選択 セラミックエンドミル 材質は非常に重要です。工具の材質とワークピースの適合が適切でないと、早期の故障、欠け、または最適ではない表面仕上げが発生する可能性があります。
セラミックエンドミルと超硬エンドミルの詳細な比較
機械工が尋ねる最も一般的な質問の 1 つは、次のとおりです。 セラミックエンドミル それとも超硬エンドミルでしょうか?その答えは、被削材の材質、必要な切削速度、機械の剛性、予算によって異なります。以下は包括的な比較分析です。
| 比較係数 | セラミックエンドミル | 超硬エンドミル |
| 硬度(HRA) | 93–96 HRA | 88 ~ 93 HRA |
| 切断速度 | 500 ~ 1,500 SFM (またはそれ以上) | 100~400SFM |
| 耐熱性 | 1,000℃以上でも硬度を維持 | 700℃以上で軟化 |
| 破壊靱性 | 低から中程度 | 高 |
| 工具寿命 (超合金) | 素晴らしい | 悪いからまあまあ |
| 冷却液の要件 | 通常は乾燥しています(クーラントは熱衝撃を引き起こす可能性があります) | 濡れているか乾いているか |
| ツールあたりのコスト | 高er initial cost | 初期費用の削減 |
| マシン要件 | 高-speed, rigid spindle | 標準CNC |
| 振動感度 | 非常に敏感です | 中等度 |
部品あたりのコストの計算は、多くの場合、決定的に有利になります。 セラミックエンドミルs 実稼働環境で。初期費用は高くなりますが、特定の用途における材料除去率が劇的に向上し、工具寿命が延長されるため、生産全体の総加工コストが大幅に削減されます。
セラミックエンドミルの主な用途
の セラミックエンドミル 従来の工具が経済的または技術的に非実用的である要求の厳しい産業用途に優れています。セラミック工具の可能性を最大限に引き出すには、適切な用途を理解することが重要です。
1. ニッケル基超合金(インコネル、ワスパロイ、ハステロイ)
のse alloys are notoriously difficult to machine due to their high strength at elevated temperatures, work-hardening tendency, and poor thermal conductivity. A セラミックエンドミル 特にサイアロンは、超硬で通常使用される 30 ~ 80 SFM と比較して、これらの材料では 500 ~ 1,000 SFM の切削速度で動作できます。その結果、タービンブレード製造、燃焼室、航空宇宙構造部品のサイクルタイムが大幅に短縮されます。
2. 焼き入れ鋼 (50 ~ 65 HRC)
金型の機械加工では、ワークピースは 50 HRC 以上に焼入れされることがよくあります。 セラミックエンドミル アルミナベースの組成物を使用すると、これらの鋼を効果的に加工できるため、特定の用途では EDM の必要性が軽減または排除されます。ドライカット機能は、冷却剤が精密金型キャビティに熱歪みを引き起こす可能性があるシナリオで特に価値があります。
3. 鋳鉄 (ねずみ黒鉛、延性黒鉛、圧縮黒鉛)
窒化ケイ素 セラミックエンドミルs 鋳鉄加工に非常に適しています。この材料の鋳鉄に対する自然な親和性とその耐熱衝撃性との組み合わせにより、自動車のブロックやヘッドの製造における高速の正面フライス加工やエンドミル加工作業が可能になります。通常、超硬と比較して 60 ~ 80% のサイクル時間短縮が達成されます。
4. コバルト基合金と高温材料
ステライト、L-605、および類似のコバルト合金には、ニッケル超合金と同様の機械加工の課題があります。 セラミックエンドミル 強化された組成物は、超硬に見られる急速な摩耗を起こすことなく、競争力のある切削速度でこれらの材料を取り扱うのに必要な硬度と化学的安定性を提供します。
セラミックエンドミルの形状と設計の特徴
の geometry of a セラミックエンドミル は超硬工具とは大きく異なり、これらの違いを理解することは正しい用途と工具の選択に不可欠です。
刃数とねじれ角
セラミックエンドミル 通常、標準の超硬工具 (フルート 2 ~ 4 枚) と比較して、フルート数が多い (6 ~ 12 枚) ことが特徴です。このマルチフルート設計により、より多くの刃先に切削負荷が同時に分散され、個々の刃先にかかる力が軽減されることでセラミックの低い破壊靱性が補われます。チッピングの原因となるラジアル方向の力を最小限に抑えるため、超硬 (30° ~ 45°) に比べてねじれ角が低くなる傾向があります (10° ~ 20°)。
コーナー半径とエッジの準備
鋭い角 セラミックエンドミル 欠けに対して非常に脆弱です。その結果、ほとんどのセラミックエンドミルは、十分なコーナー半径 (0.5 mm から完全なボールノーズプロファイルまで) と研ぎ澄まされた刃先を備えています。この刃先の準備は、工具の寿命と信頼性に直接影響を与える重要な製造ステップです。
シャンクとボディの設計
たくさん セラミックエンドミルs 固体セラミック構造または超硬シャンクにろう付けされたセラミック切断ヘッドで製造されます。超硬シャンク バリアントは、切削ゾーンにおけるセラミックのコスト上の利点を維持しながら、精密 CNC 加工に必要な寸法の一貫性と振れ性能を提供します。
セラミックエンドミルのセットアップと実行方法: ベストプラクティス
から最高の結果を得るには セラミックエンドミル セットアップ、切断パラメータ、機械の状態に細心の注意を払う必要があります。不適切な使用は、セラミックツールの早期故障の主な原因です。
マシン要件
あ rigid, high-speed spindle is non-negotiable. セラミックエンドミル 必要なもの:
- 主軸速度能力: 最小 10,000 RPM、小径工具の場合は理想的に 15,000 ~ 30,000 RPM
- スピンドル振れ: TIR 0.003mm 未満 — わずかな振れでも不均一な荷重分散やチッピングの原因となります
- 機械剛性: 振動はセラミック工具の故障の最大の原因です。機械と治具を最適化する必要がある
- ツールホルダーの品質: 油圧式または焼きばめ式のホルダーにより、最高の振れと振動減衰が実現します。
推奨される切削パラメータ
| ワーク材質 | 切削速度(SFM) | 刃当りの送り | あxial DOC (% of D) | クーラント |
| インコネル718 | 500~900 | 0.003~0.006" | 5~15% | ドライまたはエアブラスト |
| ねずみ鋳鉄 | 1,000~2,000 | 0.004~0.010" | 20~50% | ドライが好ましい |
| 焼き入れ鋼 (55 HRC) | 400~700 | 0.002~0.005" | 5~10% | ドライ |
| ハステロイX | 400~800 | 0.002~0.005" | 5~12% | あir blast |
冷却液に関する重要な注意事項: あpplying liquid coolant to most セラミックエンドミルs 切断中は行わないことを強くお勧めします。高温のセラミック刃先に接触するクーラントによって引き起こされる突然の熱衝撃は、微小な亀裂や致命的な工具の故障を引き起こす可能性があります。切りくず排出にはエアブラストは許容されますが、液体フラッドクーラントは許容されません。
あdvantages and Disadvantages of Ceramic End Mills
あdvantages
- 卓越した切断速度 — 超合金や鋳鉄の超硬よりも 5 ~ 20 倍高速
- 優れた熱間硬度 — カーバイドが破壊される温度でも最先端の完全性を維持します
- 化学的不活性性 — ワーク材料との化学反応性が低いため、ほとんどの用途で最小限の構成刃先 (BUE)
- ドライ加工能力 — 多くのセットアップにおける冷却剤のコストと環境への懸念を排除します
- より長い工具寿命 適切な用途において部品ごとに超硬と比較した場合
- 部品あたりのコストが低い 高生産性の超合金および鋳鉄の機械加工
短所
- 低い破壊靱性 — セラミックは脆いです。振動、切断の中断、不適切なセットアップはチッピングの原因となります
- 狭いアプリケーションウィンドウ — アルミニウム、チタン、または軟鋼ではうまく機能しません
- 高いマシン要件 — 最新の剛性の高い高速マシニング センターにのみ適しています
- クーラント耐性なし — 液体冷却剤による熱衝撃により工具が粉砕されます。
- 単価が高い — 初期投資は超硬よりも大幅に大きくなります
- 急な学習曲線 — 経験豊富なプログラマーとセットアップ技術者が必要
用途に適したセラミックエンドミルの選択
正しいものを選択する セラミックエンドミル 複数のパラメータを特定の加工シナリオに一致させる必要があります。次の決定要素が最も重要です。
| 選択要素 | おすすめ |
| ワーク:ニッケル超合金 | サイアロンセラミックエンドミル、6~10枚刃、低ねじれ、コーナR |
| ワーク:鋳鉄 | Si₃N₄ セラミックエンドミル、多刃数、積極的な送り |
| ワークピース: 焼き入れ鋼 (>50 HRC) | あlumina or whisker-reinforced ceramic, ball-nose or corner-radius style |
| カットタイプ:連続(スロッティング) | 標準セラミック。工具を保護するために切込み深さを浅くします |
| カットタイプ: 断続(フライスポケット) | ウィスカー強化セラミックにより靭性が向上 |
| マシン: 標準 CNC (<8,000 RPM) | セラミックエンドミル are NOT recommended; use carbide instead |
| マシン: 高速 CNC (>12,000 RPM) | セラミックエンドミルに最適。ツールホルダーの振れ < 0.003mm を確保 |
航空宇宙製造におけるセラミックエンドミル: 実践的なケーススタディ
現実世界への影響を説明するには セラミックエンドミルs では、航空宇宙タービン部品の製造における代表的なシナリオを考えてみましょう。
あ precision machining operation producing turbine blisk components from Inconel 718 (52 HRC equivalent in heat resistance) originally used solid carbide end mills at 60 SFM with flood coolant. Each tool lasted approximately 8 minutes in cut before requiring replacement, and cycle time per part was approximately 3.5 hours.
あfter transitioning to SiAlON セラミックエンドミルs 700 SFM ドライで実行すると、同じ操作が 45 分以内に完了しました。工具寿命は、1 刃あたりの切削で 25 ~ 35 分に延長されました。セラミック工具の単価が高いにもかかわらず、部品あたりのコストの計算では 68% の削減が示されました。
この種のパフォーマンス向上の理由は次のとおりです。 セラミックエンドミルs は、世界中の航空宇宙、防衛、発電コンポーネント製造における標準ツールとなっています。
セラミックエンドミルに関するよくある質問
Q: セラミックエンドミルをアルミに使用できますか?
いいえ。 セラミックエンドミル アルミ加工には不向きです。アルミニウムは融点が低く、セラミック表面に付着する傾向があるため、凝着摩耗や構成刃先によって工具の急速な破損が発生します。研磨されたフルートと高いねじれ角を備えた超硬エンドミルは、引き続きアルミニウムに対して正しい選択です。
Q:セラミックエンドミルにクーラントは使用できますか?
液体フラッドクーラントは次の場合には避けてください。 セラミックエンドミルs 。加熱された切削ゾーンと冷たいクーラントの間の極端な温度差により熱衝撃が発生し、微細な亀裂や突然の工具破損が発生します。切りくず排出にはエアブラストが推奨されます。そのために設計された特定の配合では、最小量潤滑 (MQL) が許容される場合があります。常に工具メーカーのデータシートを参照してください。
Q: セラミックエンドミルはなぜ壊れやすいのですか?
セラミックエンドミル 超硬に比べて脆いように見えますが、これは材料特性の誤解です。セラミックは弱いのではなく、弱いのです 脆い 。超硬よりも破壊靱性が低いため、衝撃荷重を受けても曲がることができません。セラミック工具が破損する場合、ほとんどの場合、過剰な振動、不十分なスピンドル剛性、不適切な切削パラメータ (特に深すぎる切込み)、液体冷却剤の使用、または重大なスピンドル振れが原因で発生します。正しい設定とパラメータを使用すると、セラミックエンドミルは優れた一貫した工具寿命を発揮します。
Q:サイアロンとウィスカー強化セラミックエンドミルの違いは何ですか?
サイアロン(酸窒化シリコンアルミニウム)は、優れた熱間硬度と化学的安定性を備えた単相セラミック化合物であり、ニッケル超合金の連続切削に最適です。ウィスカー強化セラミックスは、炭化ケイ素 (SiC) ウィスカーをアルミナ マトリックスに組み込み、破壊靱性が大幅に向上した複合構造を作成します。これによりウィスカーが強化されます セラミックエンドミルs 断続切削、入口と出口の衝撃を伴うフライス加工、および機械の安定性が理想的とは言えない用途に適しています。
Q: 自分の機械がセラミック エンド ミルを使用できるかどうかを確認するにはどうすればよいですか?
マシニング センターが正常に稼働するには、いくつかの要件を満たす必要があります。 セラミックエンドミル 。直径 12 mm 未満の工具の場合、主軸速度は少なくとも 10,000 RPM、理想的には 15,000 ~ 30,000 RPM である必要があります。スピンドルの振れは 0.003mm TIR 未満でなければなりません。機械のベッドとコラムは剛性が高くなければなりません。軽量の VMC や、既知の振動問題がある古い VMC は適していません。最後に、一貫したチップ ロードを維持し、カット内での滞留を回避するには、CAM プログラミングの専門知識が十分である必要があります。
Q: セラミックエンドミルはリサイクル可能または再研磨可能ですか?
ほとんど セラミックエンドミルs セラミック材料の精密研削の難しさと、多くのエンドミル形状の直径が比較的小さいため、経済的に再研磨することができません。刃先交換可能なセラミック インサート ツール (セラミック インサートを備えたフェース ミルなど) は、工具を交換せずにコスト効率の高いインデックスを作成するためによく使用されます。セラミック材料自体は不活性で無害なので、標準的な工業用工具の慣行に従って廃棄してください。
セラミックエンドミル技術の今後の動向
の セラミックエンドミル このセグメントは、航空宇宙、エネルギー、医療機器の製造における難削材の使用増加に牽引され、急速に進化し続けています。いくつかの重要なトレンドが次世代のセラミック工具を形成しています。
- ナノ構造セラミックス: ナノメートルスケールでの結晶粒の微細化により、硬度を犠牲にすることなく靭性が向上し、従来のセラミックツールの主な制限に対処します。
- ハイブリッドセラミック-CBN複合材料: セラミックマトリックスを立方晶窒化ホウ素 (CBN) 粒子と組み合わせることで、CBN の硬度とセラミックの熱安定性を備えた工具が作成されます。
- あdvanced coating technologies: PVD および CVD コーティングは、特定の用途で耐摩耗性をさらに向上させ、摩擦を軽減するためにセラミック基板に適用されています。
- あdditive manufacturing integration: あs AM-produced superalloy components proliferate, demand for セラミックエンドミルs ニアネットシェイプ部品を仕上げ加工できる製品は急速に成長しています。
結論: セラミックエンドミルはあなたに適していますか?
あ セラミックエンドミル は、適切な用途で革新的なパフォーマンスの向上を実現する高度に特殊化された切削工具ですが、万能のソリューションではありません。ニッケル基超合金、50 HRC を超える焼き入れ鋼、または鋳鉄を剛性の高い高速マシニング センターで加工している場合、セラミック工具への投資により、ほぼ確実にサイクル タイムと部品あたりのコストが大幅に削減されます。標準の CNC 装置でアルミニウム、チタン、またはより柔らかい鋼を加工する場合、依然として超硬が優れた選択肢です。
で成功 セラミックエンドミルs ワークピースに適したセラミック材料、正しい工具形状、正確な切削パラメータ、厳格な機械セットアップ、プロセスからの液体冷却剤の排除など、包括的なアプローチが必要です。これらすべての要素が揃うと、セラミック工具は超硬には太刀打ちできない生産性の向上を可能にします。
関連製品
-
-
ジルコニアセラミックロッドは、主に酸化ジルコニウムで作られた高性能セラミック材料ロッドで、優れた機械的強度と化学的安定性を備えています。非常に高い硬度と耐摩耗性を示し、優れた耐食性を維持しながら極端な温度環境(最大 1500°C 以上)に耐えることができ、さまざまな要求の厳しい産業用途に適しています。単一の製品として、機械式トランスミッション部品、高温センサー、切削工具のコアコンポーネントな...
詳細を見る -
ブルージルコニアセラミックシートは、高度なジルコニアセラミックで作られた精密部品です。コバルト、鉄、銅で染色して青色を形成します。この色は視覚的な識別子として機能するだけでなく、光の均一な吸収と反射を保証するため、光学精度が求められる用途に最適です。この材料は、砂粉砕技術によるナノスケールの粉末分散(粒子サイズ 多目的設計として、ブルージルコニアセラミックシートは主要産業で広く使用されて...
詳細を見る -

この青いジルコニア セラミック ピンは高度なジルコニア セラミック材料で作られており、優れた耐久性と性能を提供します。ジルコニアセラミックは、高強度、優れた耐摩耗性、信頼性の高い硬度で知られており、多くの金属や従来のセラミックよりも強力です。この固有の靭性により、ピンは劣化することなく、厳しい機械的応力、過酷な環境、腐食性物質との接触に耐えることができます。また、その固有の安定性により、摩擦...
詳細を見る -
ジルコニアセラミックギアは、優れた高強度と高硬度を備えた酸化ジルコニウムセラミック材料で作られています。この材料特性により、伝送プロセス中の摩耗に効果的に耐えることができます。高周波・高負荷運転状態で長期間使用しても、安定した構造形状を維持し、耐用年数を大幅に延ばすことができます。同時に、優れた耐食性を備えています。酸やアルカリなどの化学媒体の浸食に直面すると、劣化するのは簡単ではありません...
詳細を見る -
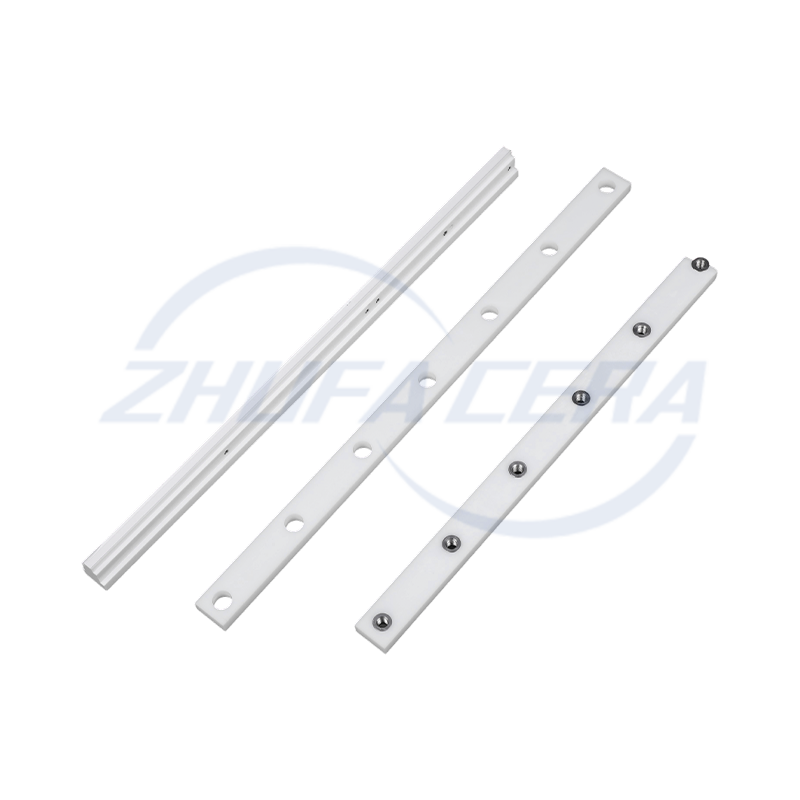
ジルコニアセラミックガイドレールは、酸化ジルコニウムセラミック材料で作られた高性能精密機械部品です。そのコア特性は、酸化ジルコニウムセラミックの優れた物理的および化学的特性に由来しています。この製品は非常に高い硬度(モース硬度 8。5-9。1)と曲げ強度(400-1000MPa)を備えており、従来の金属ガイドレールよりも大幅に優れています。高強度の機械的負荷に耐え、長期的な構造安定性を維持で...
詳細を見る -
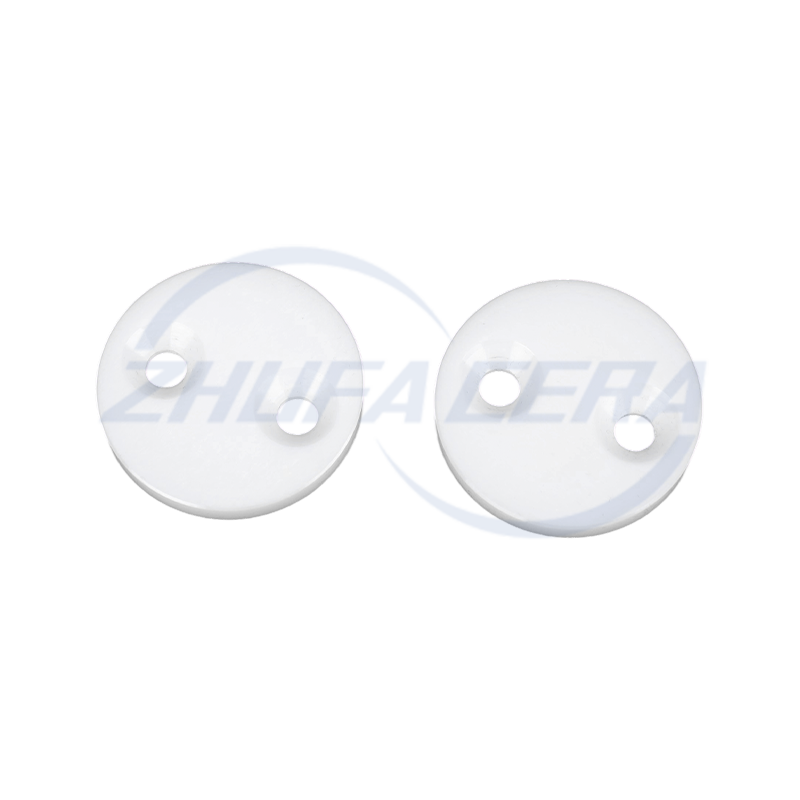
ジルコニアセラミック位置決めピンは、優れた物理的および化学的特性を備えた高度な酸化ジルコニウムセラミック材料で作られた高精度位置決め要素です。その主な特性には、非常に高いビッカース硬度(通常は 1200 HV 以上)、優れた耐摩耗性と耐衝撃性、化学腐食、高温(動作温度は 1000°C 以上に達する可能性があります)、電気絶縁性能に効果的に耐えることができ、長期にわたる安定した動作を保証します...
詳細を見る -
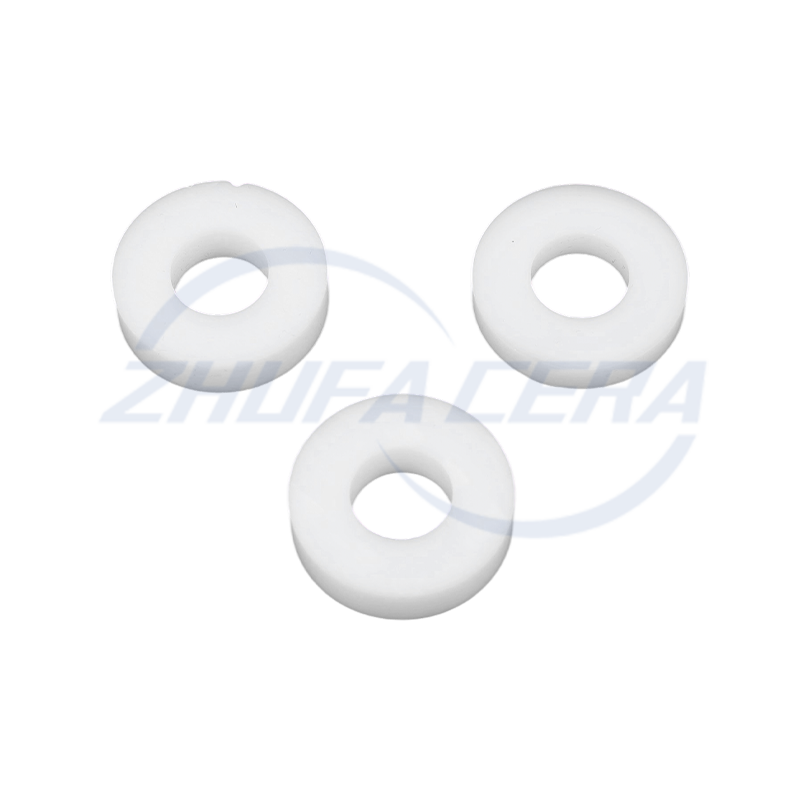
ジルコニアセラミックリングは、優れた物理的および化学的特性で知られる高性能セラミック製品です。モース硬度が8。5を超える非常に高い硬度と強度を備えており、摩耗や衝撃に効果的に耐え、耐用年数を延ばすことができます。さらに、この製品は耐食性に優れ、高温、高圧、化学腐食環境でも安定性を維持しながら、摩擦係数を低くし、エネルギー損失を削減し、動作効率を向上させます。機能面では、ジルコニアセラミックリ...
詳細を見る -
ジルコニアセラミックシートは、そのユニークな特性により、さまざまな分野で機能的なコアコンポーネントとなっています。900–1200 MPaの曲げ強度と6–10 MPa・m¹/²の破壊靭性を備え、厳しい衝撃を受ける環境でも機器のコアコンポーネントを損傷から保護します。その高温耐性により、600°Cでの構造安定性を維持できます 熱伝導を遮断する遮熱材として機能し、高温条件下での精密機器の正常な動...
詳細を見る -
ジルコニアセラミックストリップは、優れた物理的および化学的特性を備えた高性能酸化ジルコニウムセラミックで作られたストリップ材料です。硬度と曲げ強度が非常に高く、摩耗や衝撃に効果的に耐えることができ、優れた化学的安定性を示します。高温、腐食環境、または高応力条件下でも寸法精度と構造的完全性を維持できます。その優れた生体適合性により、塗布の安全性がさらに高まり、切削工具や支持要素などの精密加工に...
詳細を見る -
ジルコニアセラミックウェーハは、高性能構造セラミックの分野における代表的な製品です。従来のアルミナセラミックや金属材料と比較して、その包括的な性能上の利点は明らかです。その中核となる競争力は、高い破壊靱性(通常のセラミックよりも大幅に優れている)と高い硬度の組み合わせにあり、高い機械的応力や衝撃荷重に耐えるときに破損する可能性が低くなり、それによって耐用年数が大幅に延長されます。同時に、金属...
詳細を見る -

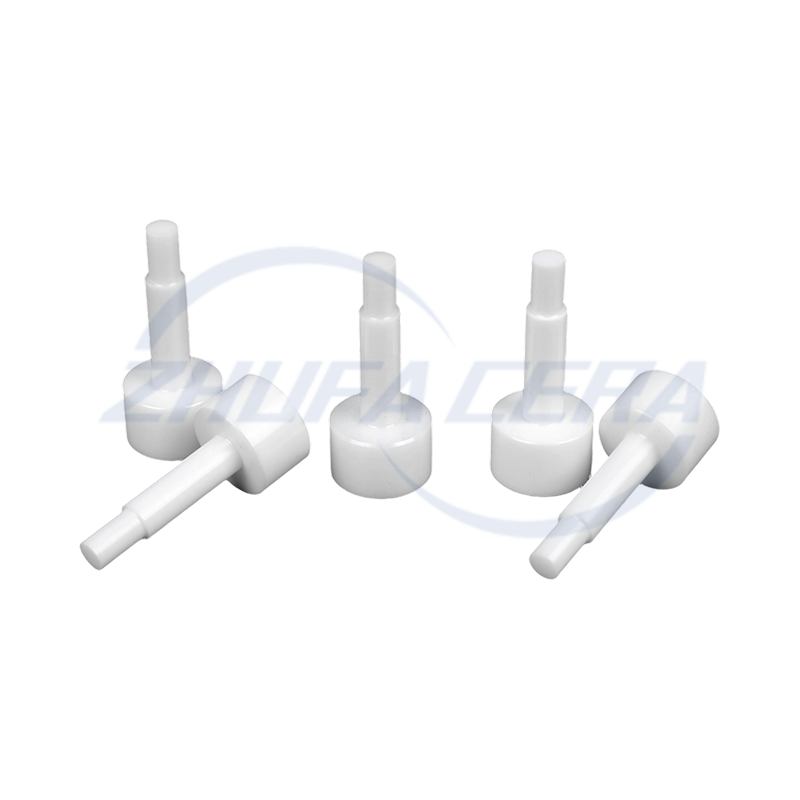
ジルコニアセラミックプランジャーは、過酷な産業環境向けに設計された高性能コンポーネントです。同様のセラミックまたは金属プランジャー製品と比較して、独自の材料上の利点が際立っています。たとえば、従来のステンレス鋼プランジャーは腐食性媒体中で錆や摩耗が発生しやすいのに対し、アルミナセラミックプランジャーは耐食性がありますが靭性に欠け、脆性破壊が発生しやすいです。ジルコニアセラミックプランジャーは...
詳細を見る

-
クイックリンク
ホーム 製品 私たちについて サービス テクノロジー ニュース お問い合わせ -
製品
セラミック構造部品 ジルコニアセラミックス アルミナセラミックス ZTAセラミックス 窒化ケイ素セラミック シリコンカーバイドセラミック セラミック射出成形部品 -
会社概要
工場ツアー 名誉 FAQ -
お問い合わせ情報
+86-188 8878 5188zf@zfcera.com中国浙江省紹興市柯橋区安昌工業団地興功路1号 -
WhatsApp

