English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى Português
Português 한국어
한국어

セラミック部品 は、無機非金属材料 (通常は酸化物、窒化物、または炭化物) から製造され、成形され、高温焼結によって緻密化された精密設計部品です。これらは、金属やポリマーでは決して匹敵できない、極めて高い硬度、熱安定性、電気絶縁性、耐薬品性の独自の組み合わせを実現するため、現代の産業において非常に重要です。
半導体製造から航空宇宙タービン、医療用インプラントから自動車センサーまで、 セラミック部品 地球上で最も要求の厳しいアプリケーションの一部を支えています。このガイドでは、セラミック コンポーネントがどのように機能するか、どのタイプが利用可能か、どのように比較するか、エンジニアリング上の課題に適したセラミック コンポーネントを選択する方法について説明します。
セラミック部品と金属部品やポリマー部品の違いは何ですか?
セラミック部品は、原子結合構造が金属やポリマーとは根本的に異なり、そのため優れた硬度と耐熱性が得られますが、破壊靱性は低くなります。
セラミックは、化学結合の中で最も強いイオン結合または共有結合によって結合されています。これは次のことを意味します:
- 硬度: ほとんどの工業用セラミックのモース硬度は 9 ~ 9.5 ですが、硬化鋼のスコアは 7 ~ 8 です。炭化ケイ素(SiC)はビッカース硬度を超える 2,500HV 、地球上で最も硬い加工材料の 1 つです。
- 熱安定性: アルミナ (Al₂O₃) は次のような機械的強度を保持します。 1,600°C (2,912°F) 。窒化ケイ素 (Si3N4) は、ほとんどの航空宇宙グレードの超合金がクリープを開始する温度で構造的に機能します。
- 電気絶縁: アルミナの体積抵抗率は 10¹⁴Ω・cm 室温では銅の約 10 兆倍の抵抗があり、高電圧エレクトロニクスの基板として最適です。
- 化学的不活性度: ジルコニア (ZrO₂) は、900°C までの温度でもほとんどの酸、アルカリ、有機溶媒の影響を受けないため、体液にさらされる化学処理装置や医療インプラントでの使用が可能になります。
- 低密度: 窒化ケイ素の密度はちょうど 3.2g/cm3 7.8 g/cm3 の鋼と比較して、回転機械において同等以上の強度を備えた軽量コンポーネントが可能になります。
重要なトレードオフは脆さです。セラミックは破壊靱性が低い (通常、 3~10MPa・m1/2 これは、塑性変形するのではなく、衝撃や引張応力を受けると突然破損することを意味します。形状、表面仕上げ、材料の選択を通じて、この制限を回避するエンジニアリングがセラミック部品設計の中心的な課題です。
産業ではどの種類のセラミック部品が使用されていますか?
工業用セラミック部品の最も広く使用されている 5 つのタイプは、アルミナ、ジルコニア、炭化ケイ素、窒化ケイ素、窒化アルミニウムです。 — それぞれが異なるパフォーマンス要件に合わせて最適化されています。
1. アルミナ(Al₂O₃)の成分
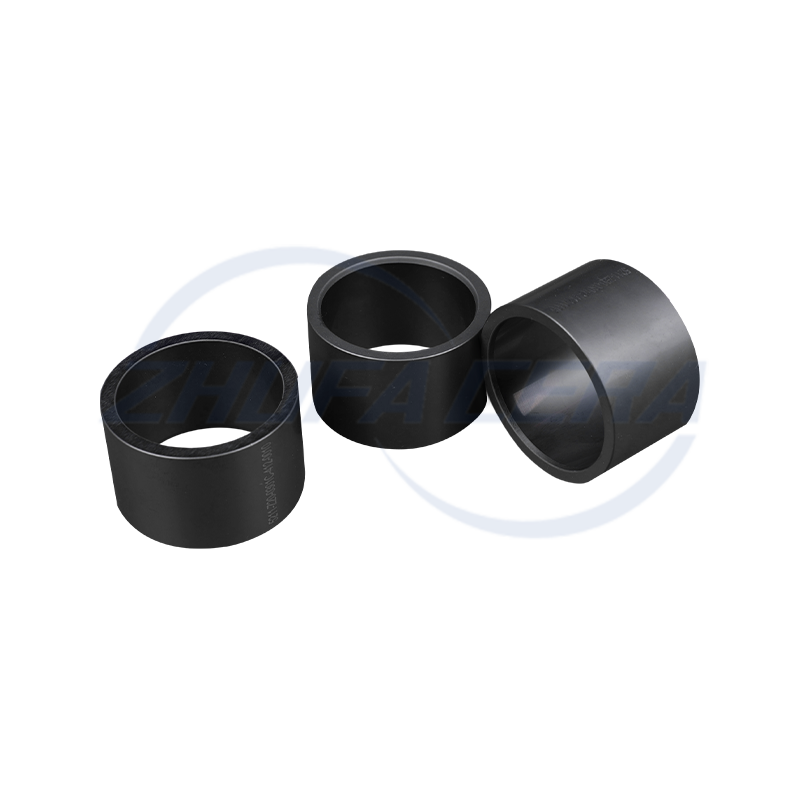
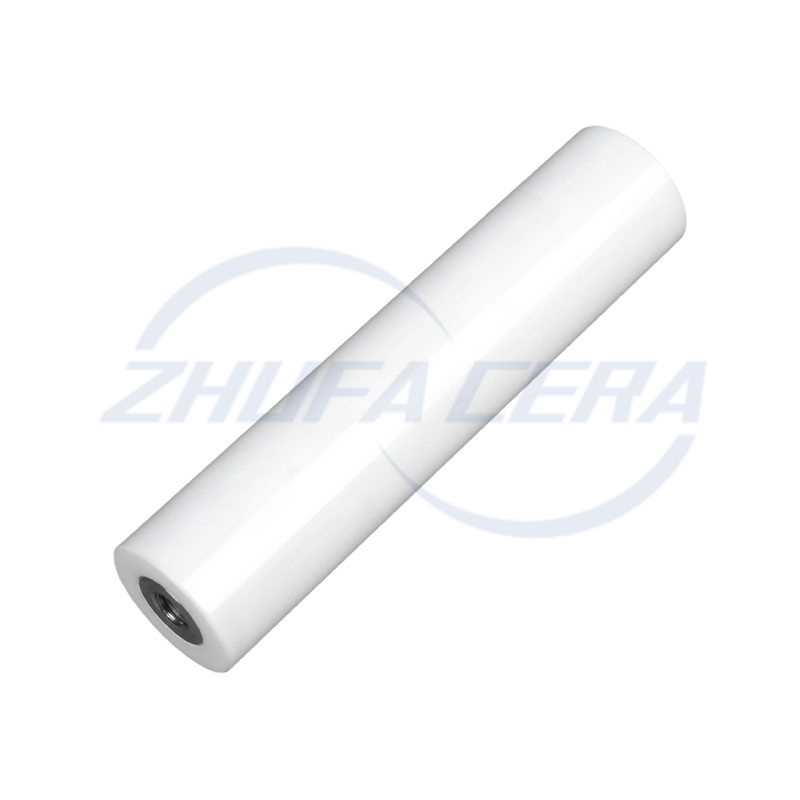
アルミナは工業用セラミックの中で最も広く生産されており、 世界の先進セラミック生産量の 50% ボリューム的に。 85% ~ 99.9% の純度があり、高純度のアルミナは電気絶縁性の向上、より滑らかな表面仕上げ、および優れた耐薬品性を実現します。一般的な形状には、チューブ、ロッド、プレート、ブッシング、絶縁体、耐摩耗性ライナーなどがあります。コスト効率が高く多用途なアルミナは、単一の極端な特性が必要ない場合のデフォルトの選択肢です。
2. ジルコニア(ZrO₂)成分
ジルコニアは、酸化物セラミックの中で最高の破壊靱性を提供します。 10MPa・m1/2 強化グレードで、セラミックの中で最も割れにくい素材です。イットリア安定化ジルコニア (YSZ) は、歯冠、整形外科用大腿骨頭、ポンプ シャフト シールのゴールド スタンダードです。また、熱伝導率が低いため、ガスタービンブレードに好ましい遮熱コーティング材料となり、金属基材の温度を最大で低下させます。 200℃ .
3. 炭化ケイ素 (SiC) コンポーネント
炭化ケイ素は、硬度、熱伝導性、耐食性の優れた組み合わせを実現します。熱伝導率が 120~200W/m・K (アルミナよりも 3 ~ 5 倍高い)SiC は、1,400°C 以上で構造の完全性を維持しながら効率的に熱を放散します。これは、半導体ウェーハ処理装置、防弾装甲板、攻撃的な化学環境における熱交換器、および高速ポンプのメカニカル シールに最適な材料です。
4. 窒化ケイ素 (Si₃N₄) 成分
窒化ケイ素は、動的および衝撃負荷のかかる用途にとって最も強力な構造用セラミックです。棒状粒子が絡み合った自己強化微細構造により、次のような破壊靱性が得られます。 6~8MPa・m1/2 — セラミックとしては異常に高い。高速工作機械スピンドルの Si₃N₄ ベアリングは、 300万DN (速度係数)、潤滑寿命、熱膨張、耐食性の点でスチールベアリングを上回ります。
5. 窒化アルミニウム (AlN) コンポーネント
窒化アルミニウムは、非常に高い熱伝導率を備えた電気絶縁体として独自の位置付けにあります。 170~200W/m・K 、アルミナの 20 ~ 35 W/m·K と比較して。この組み合わせにより、AlN は、電気絶縁を維持しながら熱を接合部から急速に伝導する必要がある高出力エレクトロニクス モジュール、レーザー ダイオード マウント、および LED パッケージに適した基板となります。その熱膨張係数はシリコンとほぼ一致しており、接合アセンブリ内の熱誘発応力を軽減します。
主要なセラミックコンポーネントの材料はどのように比較されますか?
各セラミック材料には、明確なトレードオフがあります。すべての用途に最適な単一の材料はありません。 以下の表は、7 つの重要なエンジニアリング特性にわたって 5 つの主要なタイプを比較しています。
| 材質 | 最高使用温度 (°C) | 硬度(HV) | 破壊靱性(MPa・m1/2) | 熱伝導率(W/m・K) | 絶縁耐力 (kV/mm) | 相対コスト |
|---|---|---|---|---|---|---|
| アルミナ(99%) | 1,600 | 1,800 | 3~4 | 25~35 | 15–17 | 低い |
| ジルコニア(YSZ) | 1,000 | 1,200 | 8~10 | 2-3 | 10–12 | 中~高 |
| 炭化ケイ素 | 1,650 | 2,500 | 3~5 | 120~200 | —* | 高 |
| 窒化ケイ素 | 1,400 | 1,600 | 6~8 | 25~35 | 14–16 | 非常に高い |
| 窒化アルミニウム | 1,200 | 1,100 | 3~4 | 140~200 | 15–17 | 非常に高い |
表 1: 精密部品に使用される 5 つの主要な工業用セラミック材料の主要な工学特性。 *SiC の絶縁耐力は、焼結グレードとドーパント レベルによって大きく異なります。
セラミック部品はどのように製造されるのですか?
セラミック部品は、粉末の準備、成形、高温焼結という多段階のプロセスを経て製造されます。 — 成形方法の選択により、達成可能な形状、寸法公差、生産量が根本的に決まります。
乾式プレス
最も一般的な大量のシェーピング方法。結合剤と混合されたセラミック粉末は、鋼製金型内で次の圧力下で圧縮されます。 50~200MPa 。焼結前では±0.5%の寸法公差が達成可能で、研削後は±0.1%まで締め付けられます。数千個から数百万個の生産量のディスク、シリンダー、および単純な角柱形状に適しています。
静水圧プレス(CIP / HIP)
冷間静水圧プレス (CIP) は、加圧流体を介して全方向から均一に圧力を加え、密度勾配を排除し、より大型またはより複雑なニアネット形状を可能にします。熱間静水圧プレス (HIP) は、圧力と熱を同時に組み合わせて、理論に近い密度 (>99.9%) を達成し、内部気孔を排除します。これは、表面下の欠陥が許容できないベアリンググレードの窒化ケイ素や医療グレードのジルコニアインプラントにとって重要です。
セラミック射出成形 (CIM)
CIM はセラミック粉末と熱可塑性バインダーを組み合わせ、その混合物を高圧で精密金型に注入します。これはプラスチックの射出成形とまったく同じです。成形後、熱または溶剤による脱脂によってバインダーが除去され、部品が焼結されます。 CIM により、内部チャネル、ねじ山、薄壁を備えた複雑な 3 次元形状を許容差で実現できます。 ±0.3~0.5% 次元の。実際の最小壁厚は約 0.5 mm です。このプロセスは、年間約 10,000 個を超える生産量の場合に経済的です。
テープのキャスティングと押し出し
テープキャスティングでは、多層コンデンサー、基板、固体酸化物燃料電池層に使用される薄くて平らなセラミック シート (厚さ 20 μm ~ 2 mm) が製造されます。ダイを通してセラミックペーストを押し出し成形して、連続的なチューブ、ロッド、およびハニカム構造体を製造します。これには、自動車の触媒コンバーターで使用される触媒担体基板が含まれます。 1平方インチあたり400セル .
積層造形 (セラミック 3D プリンティング)
セラミック配合樹脂を使用したステレオリソグラフィー (SLA)、バインダー ジェッティング、直接インク書き込みなどの新興技術により、従来の成形では製造不可能な複雑な 1 回限りのセラミック プロトタイプや少量シリーズ部品が可能になりました。レイヤー解像度 25~100μm 達成可能ですが、焼結された機械的特性は依然として CIP またはダイプレスされた同等のものよりわずかに遅れています。医療、航空宇宙、研究の分野での採用が急速に増加しています。
セラミック部品はどこに使用されていますか?主要な業界のアプリケーション
セラミック部品は、熱、磨耗、腐食、電気的ストレスなど、金属やプラスチックが確実に耐えられる条件を超える極端な条件に使用されます。
半導体およびエレクトロニクス製造
セラミック部品は半導体製造に欠かせないものです。アルミナおよび SiC プロセス チャンバーのコンポーネント (ライナー、フォーカス リング、エッジ リング、ノズル) は、金属表面を急速に腐食する反応性フッ素および塩素化学物質を含むプラズマ エッチング環境に耐える必要があります。半導体セラミック部品の世界市場が 2023年に18億ドル 、先進的なロジックおよびメモリチップのためのファブの能力拡張によって推進されています。
航空宇宙と防衛
セラミックマトリックス複合材料 (CMC) (SiC マトリックス内の SiC 繊維) は、現在、燃焼器ライナーや高圧タービンシュラウドなどの商用ターボファンのホットセクション部品に使用されています。 CMC コンポーネントはおよそ 同等のニッケル超合金部品より 30% 軽量 また、200 ~ 300 °C 高い温度でも動作できるため、エンジンあたり 1 ~ 2% の燃料効率の向上が可能になります。これは、30 年の航空機のライフサイクルにわたって大幅です。セラミック レドームは、レーダー システムを弾道衝撃、雨による侵食、電磁干渉から同時に保護します。
医療および歯科機器
ジルコニアは、歯に似た美しさ、生体適合性、耐破壊性により、歯冠、ブリッジ、インプラント支台歯の主要な材料です。終わった 1億個のジルコニア歯科修復物 は毎年世界中で配置されます。整形外科では、人工股関節全置換術におけるセラミック大腿骨頭の摩耗率は、 100 万サイクルあたり 0.1 mm³ — コバルトクロム合金ヘッドよりも約 10 分の 1 低い — デブリによる骨溶解とインプラントの修正率を低減します。
自動車システム
最新の内燃機関およびハイブリッド自動車には、複数のセラミック部品が含まれています。ジルコニア酸素センサーは、リアルタイムの燃料制御のために排気ガスの組成を監視します。各センサーは、車両の動作寿命のために 300 ~ 900 °C の温度範囲にわたって酸素分圧を正確に測定する必要があります。窒化ケイ素グロープラグは以下の動作温度に達します 2秒 により、NOx 排出量を削減しながら冷間ディーゼル始動が可能になります。電気自動車の SiC パワー エレクトロニクス モジュールは、シリコン IGBT では耐えられないスイッチング周波数と温度に対応します。
産業用摩耗および腐食用途
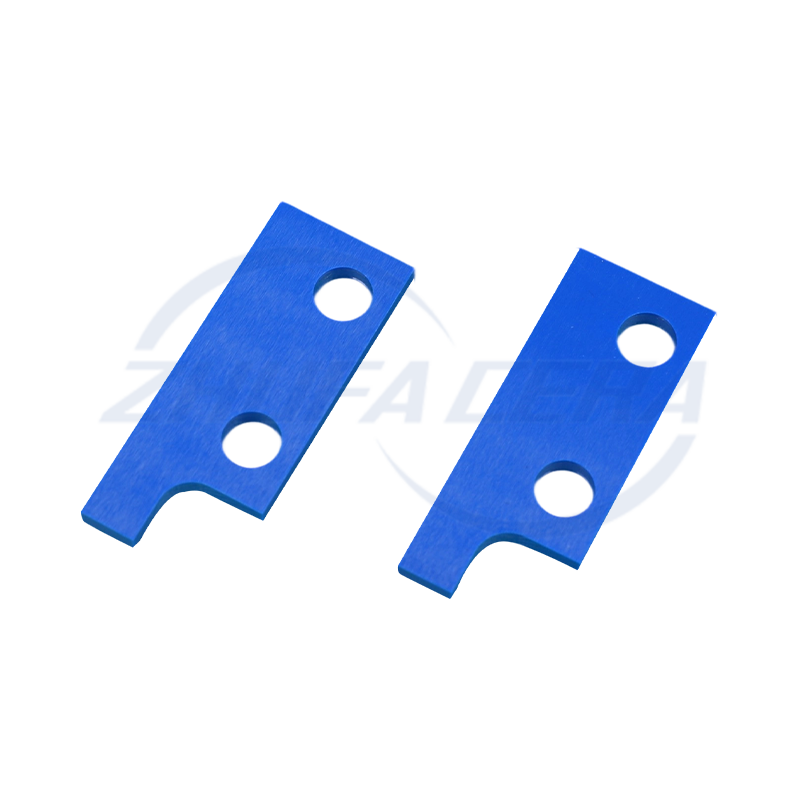
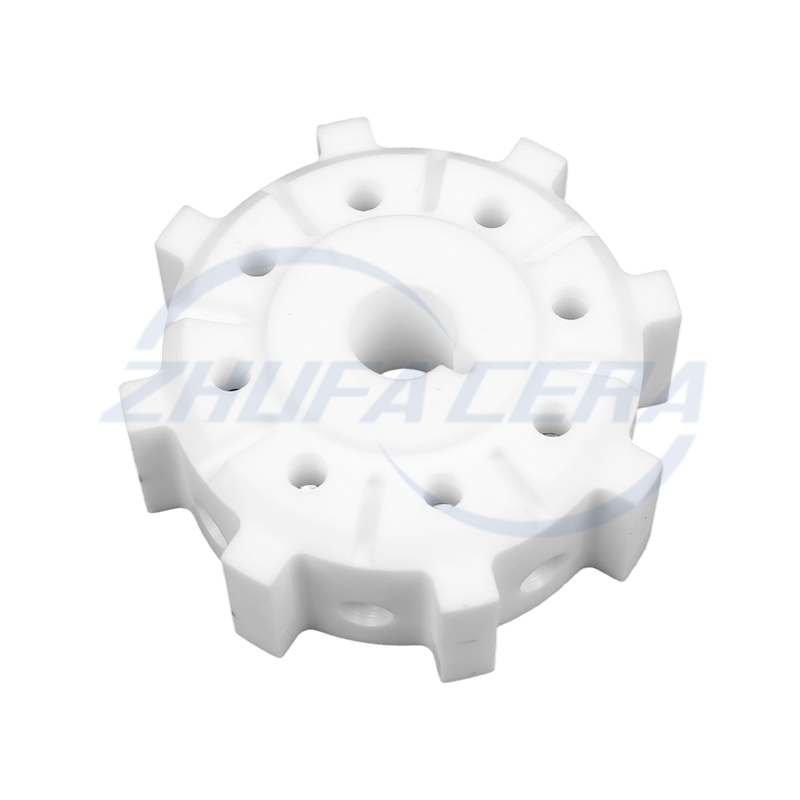
セラミック摩耗コンポーネント (ポンプ インペラ、バルブ シート、サイクロン ライナー、パイプ ベンド、切削工具インサート) は、摩耗性および腐食性の環境での耐用年数を大幅に延長します。鉱物スラリー輸送の最後のアルミナ セラミック パイプ ライナー 10 ~ 50 倍長い 同等の炭素鋼よりも、最初のメンテナンス サイクル内で高い初期コストを相殺できます。化学プロセスポンプの炭化ケイ素シール面は、硫酸から液体塩素までの範囲の流体中で確実に動作します。
セラミックコンポーネントと金属コンポーネント: 直接比較
セラミックコンポーネントと金属コンポーネントは互換性がありません。これらは根本的に異なる性能範囲に対応し、最適な選択は特定の動作条件に完全に依存します。
| 財産 | テクニカルセラミックス | ステンレス鋼 | チタン合金 | 評決 |
|---|---|---|---|---|
| 最高使用温度 | 1,650℃まで | ~870℃ | ~600℃ | セラミックの勝利 |
| 硬度 | 1,100~2,500HV | 150~250HV | 300~400HV | セラミックの勝利 |
| 破壊靱性 | 3~10MPa・m1/2 | 50~100MPa・m1/2 | 60~100MPa・m1/2 | メタルの勝利 |
| 密度 (g/cm3) | 3.2~6.0 | 7.9 | 4.5 | セラミックの勝利 |
| 電気絶縁 | 素晴らしい | なし(指揮者) | なし(指揮者) | セラミックの勝利 |
| 被削性 | 難しい(ダイヤモンド工具) | 良い | 中等度 | メタルの勝利 |
| 耐食性 | 素晴らしい (most media) | 良い | 素晴らしい | 描く |
| 単価(通常) | 高–Very High | 低い–Medium | 中~高 | メタルの勝利 |
表 2: コンポーネントの選択に関連する 8 つのエンジニアリング特性にわたるテクニカル セラミックスとステンレス鋼およびチタン合金の直接比較。
用途に適したセラミックコンポーネントを選択する方法
正しいセラミックコンポーネントを選択するには、材料特性を特定の動作環境、負荷の種類、ライフサイクルコスト目標に体系的に適合させる必要があります。
- 最初に障害モードを定義します。 部品は摩耗、腐食、熱疲労、絶縁破壊、または機械的過負荷によって故障していませんか?各故障モードは、摩耗に対する硬度、腐食に対する化学的安定性、熱管理に対する熱伝導率など、異なる材料の優先順位を示します。
- 動作温度範囲を正確に指定します。 ジルコニアは 1,000°C 付近で相変化が起こり、その閾値を超えると不適切になります。アプリケーションが室温と 1,400°C の間でサイクルする場合は、窒化ケイ素または炭化ケイ素が必要です。
- 荷重のタイプと方向を評価します。 セラミックは圧縮には最も強く (通常、圧縮強度は 2,000 ~ 4,000 MPa)、引張には最も弱い (100 ~ 400 MPa)。主に圧縮状態で動作するようにセラミック部品を設計し、鋭い角や急激な断面変化などの応力集中を避けます。
- 単価ではなく総所有コストを評価します。 鋳鉄同等品の 8 倍のコストの炭化ケイ素ポンプ インペラを使用すると、研磨スラリー サービスの交換頻度が毎月から 3 ~ 5 年に 1 回に減り、10 年間で 60 ~ 70% のメンテナンス コストを節約できます。
- 表面仕上げと寸法公差の要件を指定します。 セラミックコンポーネントは、以下の表面粗さ値まで研削およびラッピングが可能です Ra0.02μm (鏡面仕上げ)、精密ベアリングレースの公差は ±0.002 mm ですが、これらの仕上げ作業により、大幅なコストとリードタイムが追加されます。
- 結合と組み立ての要件を考慮してください。 セラミックスは溶接できません。接合方法には、ろう付け (活性金属ろう付けを使用)、接着、機械的クランプ、焼きばめアセンブリなどがあります。それぞれが形状と動作温度に制約を課します。
セラミック部品に関するよくある質問
Q: 金属部品に比べてセラミック部品が非常に高価なのはなぜですか?
セラミック部品の高コストは、原材料の純度要件、エネルギー集約的な焼結、および精密仕上げの難しさに起因しています。 高純度のセラミック粉末 (たとえば、99.99% Al₂O₃) の価格は 1 キログラムあたり 50 ~ 500 ドルで、ほとんどの金属粉末をはるかに上回ります。制御された雰囲気内で 1,400 ~ 1,800°C で 4 ~ 24 時間焼結するには、特殊なキルン インフラストラクチャが必要です。ダイヤモンド工具による低送り速度での焼結後研削では、部品ごとに何時間もの加工時間が追加されます。ただし、全耐用年数にわたる総所有コストで評価すると、要求の厳しい用途ではセラミック部品のほうが金属代替品よりも総コストが低くなることがよくあります。
Q: セラミック部品に亀裂や欠けが生じた場合、修理できますか?
ほとんどの構造用途や高性能用途では、ひび割れたセラミック部品は修理するのではなく交換する必要があります。 なぜなら、亀裂や空隙は応力集中を表し、それが周期的な荷重下で伝播するからです。非構造用途には限られた修理オプションが存在します。高温セラミック接着剤は、炉の家具や耐火物ライニングコンポーネントの切りくずを埋める可能性があります。ベアリング、インプラント、圧力容器などの安全性が重要な部品については、欠陥が検出された場合には交換が必須です。このため、非破壊検査 (染料浸透検査、超音波検査、CT スキャン) が航空宇宙および医療用セラミック部品の標準的な手法となっています。
Q: 伝統的なセラミックとテクニカル (先進的な) セラミックの違いは何ですか?
伝統的なセラミック(レンガ、磁器、陶器)は天然の粘土とケイ酸塩から作られていますが、テクニカルセラミックは化学的性質と微細構造が厳密に制御された高純度の人工粉末を使用しています。 従来のセラミックは、組成許容差が広く、機械的特性は比較的穏やかです。工業用セラミックは、再現性と予測可能な性能を達成するために、粉末の粒径分布、焼結雰囲気、密度、粒径がすべて制御されるという厳密な仕様に従って製造されます。世界の先端セラミックス市場は約 2023 年に 115 億ドル エレクトロニクス、エネルギー、医療の需要により、2030 年までに 190 億ドルを超えると予測されています。
Q: セラミックコンポーネントは食品との接触や医療用途に適していますか?
はい - いくつかのセラミック材料は特別に承認されており、生体適合性と化学的不活性性により、食品との接触や医療用途で広く使用されています。 ジルコニアとアルミナは、医療機器用の ISO 10993 に生体適合性材料としてリストされています。ジルコニアインプラントコンポーネントは、細胞毒性、遺伝毒性、全身毒性試験に合格しています。食品と接触する場合、セラミックは金属イオンを浸出せず、滑らかな表面での微生物の増殖をサポートせず、134°C でのオートクレーブ滅菌に耐えます。主な要件は、細菌の付着を防ぐために十分に滑らかな表面仕上げ (インプラントの場合は Ra < 0.2 μm、食品機器の場合は < 0.8 μm) を達成することです。
Q: セラミック部品は熱衝撃条件下でどのように機能しますか?
熱衝撃耐性はセラミックの種類によって大きく異なり、急速な温度サイクルを伴う用途では重要な選択基準となります。 炭化ケイ素と窒化ケイ素は、高い熱伝導率(温度勾配を素早く均一にする)と高い強度の組み合わせにより、構造用セラミックの中で最高の耐熱衝撃性を備えています。アルミナは中程度の耐熱衝撃性を備えており、通常、瞬間的に加えられる 150 ~ 200°C の温度差に耐えることができます。ジルコニアは、相変態温度を超える温度では耐熱衝撃性に劣ります。窯の家具、バーナー ノズル、および急速加熱と急冷を伴う耐火物用途には、熱膨張係数が非常に低いコーディエライトおよびムライト セラミックが好まれます。
Q: カスタム セラミック コンポーネントを注文する場合、どれくらいの納期を予想すればよいですか?
カスタム セラミック コンポーネントのリードタイムは、複雑さ、数量、材質に応じて通常 4 ~ 16 週間の範囲です。 アルミナの標準的なカタログ形状 (ロッド、チューブ、プレート) は、通常、在庫から入手できるか、2 ~ 4 週間以内に入手可能です。カスタムプレスまたは CIM コンポーネントは、生産を開始する前に金型の製造 (4 ~ 8 週間) が必要です。厳しい公差の研磨コンポーネントを使用すると、仕上げに 1 ~ 3 週間の時間がかかります。 HIP 高密度部品および難燃性または特殊認定グレードは、処理能力が限られているため、リードタイムが 12 ~ 20 週間と最も長くなります。製品開発サイクルの早い段階でセラミック コンポーネントの調達を計画することを強くお勧めします。
結論: セラミック部品がエンジニアリングにおける役割を拡大し続ける理由
セラミック部品 極限環境向けのニッチなソリューションから、エレクトロニクス、医療、エネルギー、防衛、輸送にわたる主流のエンジニアリングの選択肢へと進化しました。 1,000℃を超える温度、腐食性媒体中、激しい磨耗下、金属絶縁体を破壊する可能性のある電位など、金属が故障する場所で動作する能力により、現代の高性能システムのアーキテクチャにおいてそれらはかけがえのないものとなっています。
より強靱なジルコニア複合材料、ジェット推進用の CMC 構造、およびセラミック積層造形の継続的な開発により、かつてセラミックを静的用途に限定していた脆さの限界が着実に侵食されています。電気自動車、半導体のスケーリング、再生可能エネルギーのインフラ、精密医療ではより高性能のコンポーネントが求められており、 セラミック部品 これらの技術を可能にする材料ソリューションにおいて、ますます中心的な役割を果たすことになるでしょう。
摩耗した金属シールの交換、高電圧絶縁体の設計、インプラント材料の指定、または次世代パワーエレクトロニクスの構築のいずれの場合でも、テクニカル セラミックスの特性、加工方法、トレードオフを理解することで、より適切な情報に基づいて、より長持ちするエンジニアリング上の意思決定を行うことができます。