
 English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى Português
Português 한국어
한국어









ブラックジルコニアセラミックリングは、精密成形と高温焼結により高純度ジルコニアで作られた高性能エンジニアリングセラミックアセンブリです。その四角形の結晶構造により、材料はより高い機械的強度 (>1000 MPa)と破壊靱性を獲得し、硬度はモース 9 を超え、耐摩耗性は金属や通常のセラミックをはるかに上回ります。ダークブラックの外観は、焼結プロセス中の結晶相構造の正確な制御に由来しており、材料...
詳細を見る
フォローしてください:





 メールアドレス: zf@zfcera.com
メールアドレス: zf@zfcera.com
 電話: +86-188 8878 5188
電話: +86-188 8878 5188

新しい研究開発プロジェクトの成形に何万ドルも費やしたくないですか?特殊セラミックスの「型レスラピッドプロトタイピング」技術について話しましょう
2026-05-26
コンテンツ
新しい特殊セラミック製品の研究開発段階では、型開きに数万元の費用がかかり、数週間もかかることが多く、技術者にとってハードルとなることが多い。 タオ 」 高い壁 」 。製品設計でその後の反復が必要な場合は、初期の金型費用が無駄になる可能性が高くなります。 この課題を解決するために、特殊セラミックスの分野では精力的に研究が進められています。 」 なし 迅速なプロトタイピングの成形 」 テクノロジー。これにより、企業は型開きコストを大幅に節約できるだけでなく、開発サイクルを数週間から数日に短縮することもできます。現在、業界で主流かつ成熟したモールドレス校正ソリューションは主に次のように分類されます。 」 積層造形 ( 3D 印刷) 」 と 」 サブトラクティブマニュファクチャリング ( 精密処理) 」 大手の2校。
スクール 1: 特殊セラミックス 3D 印刷する
3D 印刷は本物です 」 カビなし 」 コンピューターを通じたテクノロジー CAD モデルは機器を直接駆動し、層ごとに積み重ねられます。これは、非常に複雑な構造、内部の中空ディンプル、フロー チャネル、またはトポロジー的に最適化された構造を持つセラミック部品の唯一のオプションです。現在の工業グレードの特殊セラミックス 3D 印刷には主に 2 つの主流テクノロジーがあります。
1. 光硬化成形
感光性樹脂にセラミック粉末を高い割合で混合し、セラミックスラリーを調製します。 UV光を使用して層ごとに照射して硬化させ、形成します 」 接着剤除去前はブランク 」 、最後に高温で脱脂し、焼結します。
• 利点:金型成形とほぼ同等の非常に高い表面仕上げ。高い寸法精度、通常は最大 ±0.05mm 、マイクロおよび精密セラミック部品の製造に非常に適しています。
• 適用材質:アルミナ、ジルコニアなど
2. 選択的レーザー焼結
固化したセラミック粉末またはバインダーと混合した粉末を、高エネルギーレーザービームを使用して直接スキャンします。
• 利点: 生産速度が速く、中型および大型の構造部品の製造に適しています。
• 適用材料:炭化ケイ素、窒化ケイ素など、共有結合硬度が非常に高く、光硬化での加工が困難なセラミックス材料。
スクール 2: セラミックグリーンボディ / 調理済みブランクの精密加工
プロトタイプを作成する部品が、多孔質プレート、シャフト、スリーブ、フランジなどの比較的規則的な構造を持っているものの、材料性能 (密度、強度) に対して非常に高い要件がある場合、機械加工に既存の標準ブロックを使用するのが、最速かつ低コストのプロトタイプ作成方法です。加工中のセラミックの位置に応じて 」 ステータス 」 、次の 2 つのルートに分かれています。
1. 緑色のボディ / セラミック仮焼体(磁器ブロック)加工 ——」 最初は柔らかくて次に硬くなる 」
セラミック粉末をプレス成形した後、最終段階の高温完全焼結を行う前に(この時点のセラミックはチョークのようなもので、硬度が低く、切断が容易です)、標準的な CNC 工作機械を直接使用します( CNC ) 旋削、フライス加工、穴あけ用。 • 利点: 処理速度が速く、工具の摩耗が少なく、コストが非常に低い。
• 難しさ: その後の高温焼結プロセス中のグリーンボディの体積収縮が激しいため (通常、収縮率は以下の範囲内です) 15%~25% したがって、非常に正確な寸法収縮拡大計算に依存する必要があります。製造者の経験が浅い場合、焼結完成品のサイズが容易に公差を超える可能性があります。
2. 調理済みブランク(完全焼結セラミックス)の精密硬質加工 ——」 正面から 」
高温で焼結され完全に緻密化された標準的な特殊セラミックプレートまたはロッドを直接使用し、ダイヤモンドツール、超音波処理、またはレーザー彫刻を使用して微細な材料を削減します。 • 利点: 焼結収縮の問題がなく、非常に高い寸法精度と幾何公差 (ミクロンレベルまで) μm )、材料の性能を割引することはありません。
• 適用可能なシナリオ: 高純度アルミナ、加圧焼結窒化ケイ素、強靭なジルコニアなど。少量のサンプルの場合は、既製の棒材を購入し、マスターにダイヤモンド砥石で加工してもらいます。通常、サンプルは数日で入手できます。
選び方は? 」 なし模具打样 」 意思決定ガイド
実際の研究開発では、どのモールドレスプルーフィング技術が使用されているかを判断するために、次の鮮明な比較側面を参照できます。
|
評価の次元 |
セラミック 3D 印刷する ( 添加剤 ) |
緑色のボディ CNC 加工 ( 焼成前の本体材料の削減 ) |
熟したビレット仕上げ ( 完全焼結材料の削減 ) |
|
構造の複雑さ |
( 非常に高く、内腔流路をサポート ) |
( 中程度、内側の止まり穴を加工できません ) |
( 下部、通常のジオメトリピースに適しています ) |
|
寸法精度 |
(±0.05~0.1mm) |
( 焼結収縮の影響を受け、制御が難しい ) |
( ミクロンレベルまでの非常に高い ) |
|
材料の機械的特性 |
( 密度は従来の金型よりわずかに低い ) |
( 弊社の型レス(無型)試作技術により) |
( 最高のパフォーマンス、等方性 ) |
|
校正納期 |
3-7 日 |
2-5 日 |
2-4 日 |
|
主流の適応材料 |
ジルコニア、酸化アルミニウム |
酸化アルミニウム、窒化ケイ素、加工可能なセラミックス |
市販の各種特殊セラミックス |
|
提案の要約: • デザインに複雑な要素が含まれている場合 複雑な生体構造と内部の曲がりくねった流路、第一選択 3D 印刷する。 • 部品が従来のシート状、シャフト状、または管状であり、寸法公差要件が特に厳しい場合、調理済みブランクの硬質機械加工については、特殊な磁器加工能力を備えたメーカーに直接依頼するのが最も早いです。 • 将来的に製品を大量に生産する予定がある場合、現時点では 低コストでグリーンボディを試せる検証体制 CNC 加工。使用する粉末とその後の焼結プロセスが将来の量産に最も近いためです。 |
関連製品
-
-
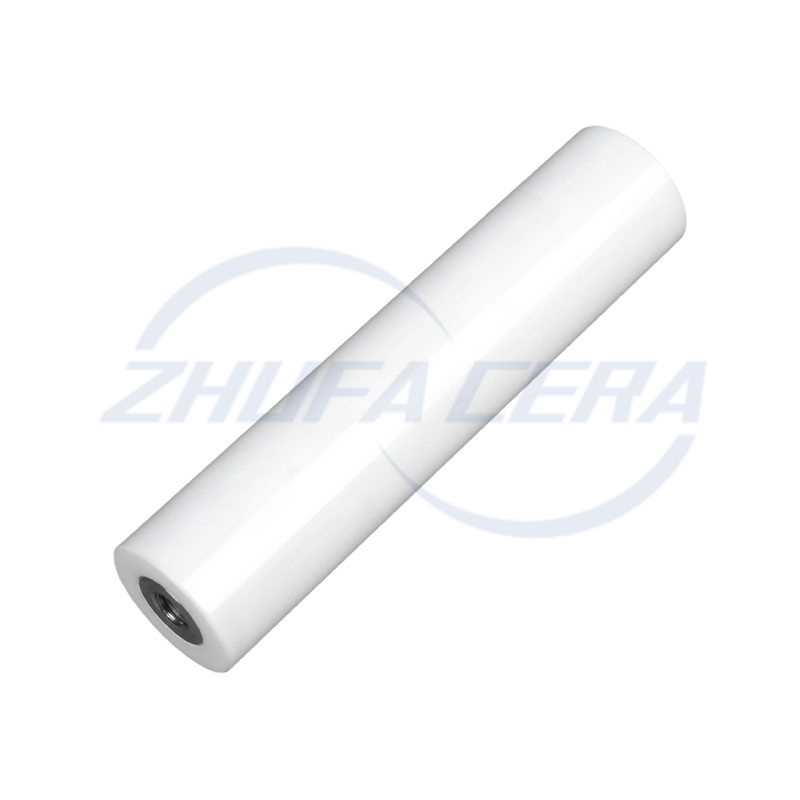
ジルコニアセラミックロッドは、主に酸化ジルコニウムで作られた高性能セラミック材料ロッドで、優れた機械的強度と化学的安定性を備えています。非常に高い硬度と耐摩耗性を示し、優れた耐食性を維持しながら極端な温度環境(最大 1500°C 以上)に耐えることができ、さまざまな要求の厳しい産業用途に適しています。単一の製品として、機械式トランスミッション部品、高温センサー、切削工具のコアコンポーネントな...
詳細を見る -
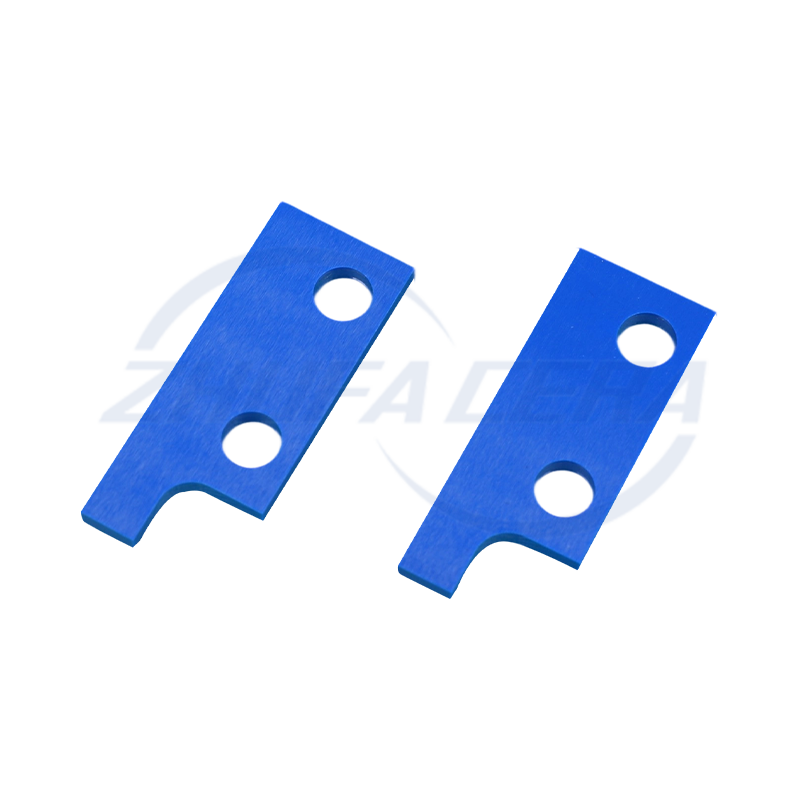
ブルージルコニアセラミックシートは、高度なジルコニアセラミックで作られた精密部品です。コバルト、鉄、銅で染色して青色を形成します。この色は視覚的な識別子として機能するだけでなく、光の均一な吸収と反射を保証するため、光学精度が求められる用途に最適です。この材料は、砂粉砕技術によるナノスケールの粉末分散(粒子サイズ 多目的設計として、ブルージルコニアセラミックシートは主要産業で広く使用されて...
詳細を見る -

この青いジルコニア セラミック ピンは高度なジルコニア セラミック材料で作られており、優れた耐久性と性能を提供します。ジルコニアセラミックは、高強度、優れた耐摩耗性、信頼性の高い硬度で知られており、多くの金属や従来のセラミックよりも強力です。この固有の靭性により、ピンは劣化することなく、厳しい機械的応力、過酷な環境、腐食性物質との接触に耐えることができます。また、その固有の安定性により、摩擦...
詳細を見る -
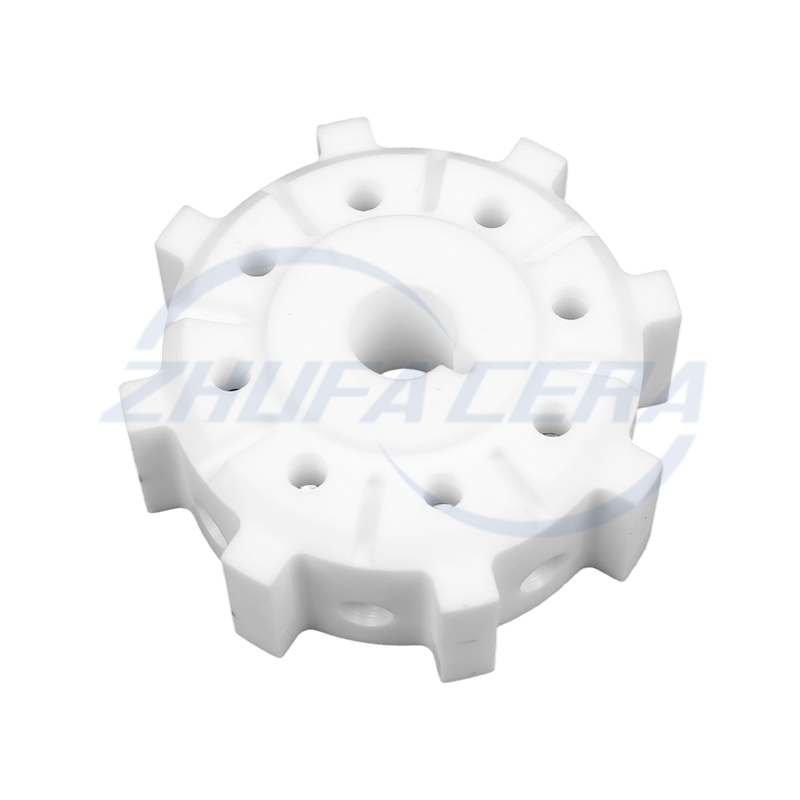
ジルコニアセラミックギアは、優れた高強度と高硬度を備えた酸化ジルコニウムセラミック材料で作られています。この材料特性により、伝送プロセス中の摩耗に効果的に耐えることができます。高周波・高負荷運転状態で長期間使用しても、安定した構造形状を維持し、耐用年数を大幅に延ばすことができます。同時に、優れた耐食性を備えています。酸やアルカリなどの化学媒体の浸食に直面すると、劣化するのは簡単ではありません...
詳細を見る -
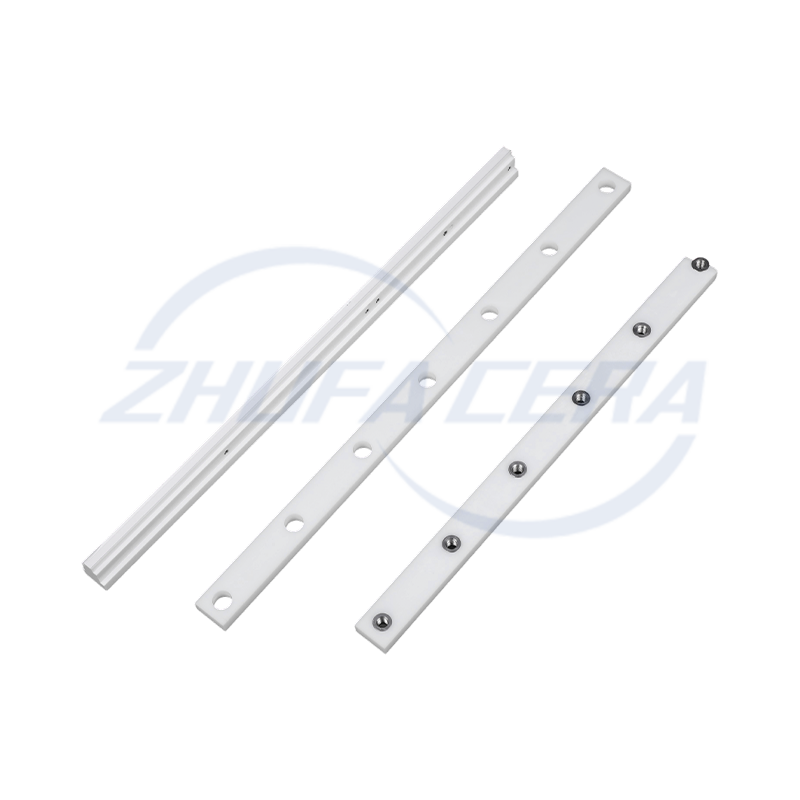
ジルコニアセラミックガイドレールは、酸化ジルコニウムセラミック材料で作られた高性能精密機械部品です。そのコア特性は、酸化ジルコニウムセラミックの優れた物理的および化学的特性に由来しています。この製品は非常に高い硬度(モース硬度 8。5-9。1)と曲げ強度(400-1000MPa)を備えており、従来の金属ガイドレールよりも大幅に優れています。高強度の機械的負荷に耐え、長期的な構造安定性を維持で...
詳細を見る -
ジルコニアセラミック位置決めピンは、優れた物理的および化学的特性を備えた高度な酸化ジルコニウムセラミック材料で作られた高精度位置決め要素です。その主な特性には、非常に高いビッカース硬度(通常は 1200 HV 以上)、優れた耐摩耗性と耐衝撃性、化学腐食、高温(動作温度は 1000°C 以上に達する可能性があります)、電気絶縁性能に効果的に耐えることができ、長期にわたる安定した動作を保証します...
詳細を見る -
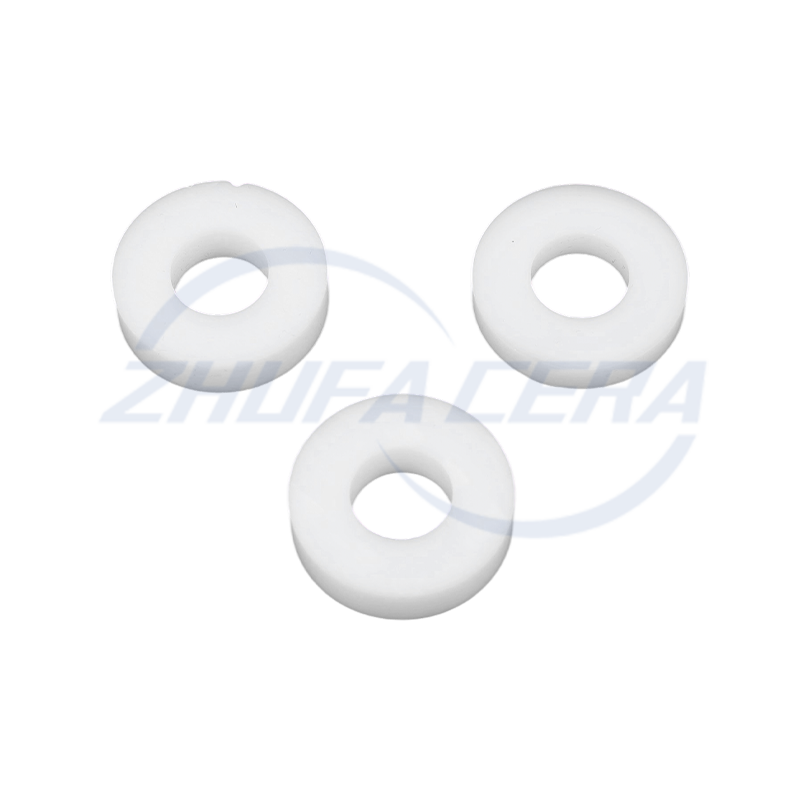
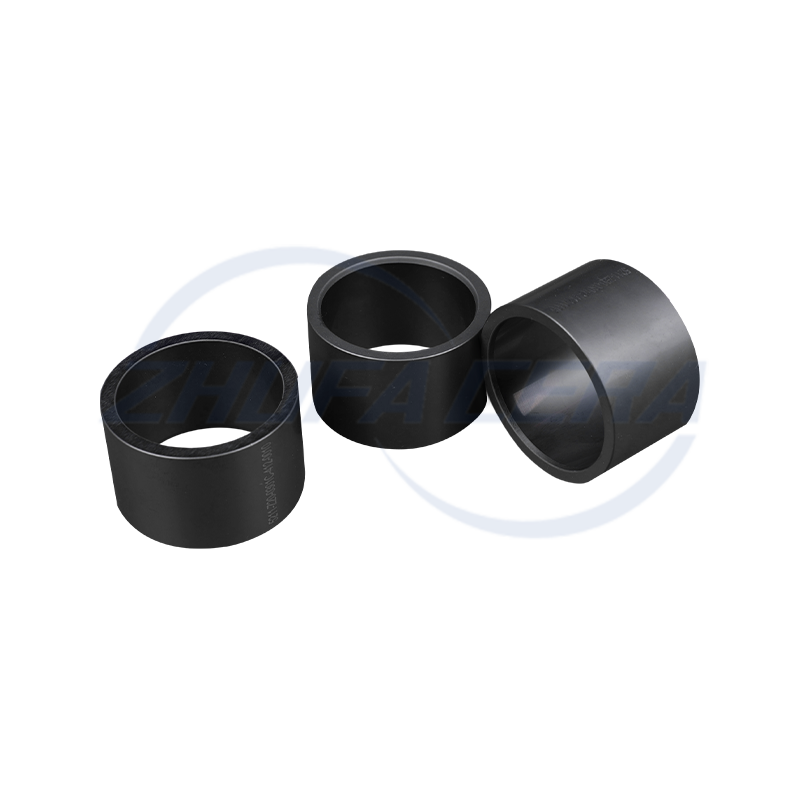
ジルコニアセラミックリングは、優れた物理的および化学的特性で知られる高性能セラミック製品です。モース硬度が8。5を超える非常に高い硬度と強度を備えており、摩耗や衝撃に効果的に耐え、耐用年数を延ばすことができます。さらに、この製品は耐食性に優れ、高温、高圧、化学腐食環境でも安定性を維持しながら、摩擦係数を低くし、エネルギー損失を削減し、動作効率を向上させます。機能面では、ジルコニアセラミックリ...
詳細を見る -
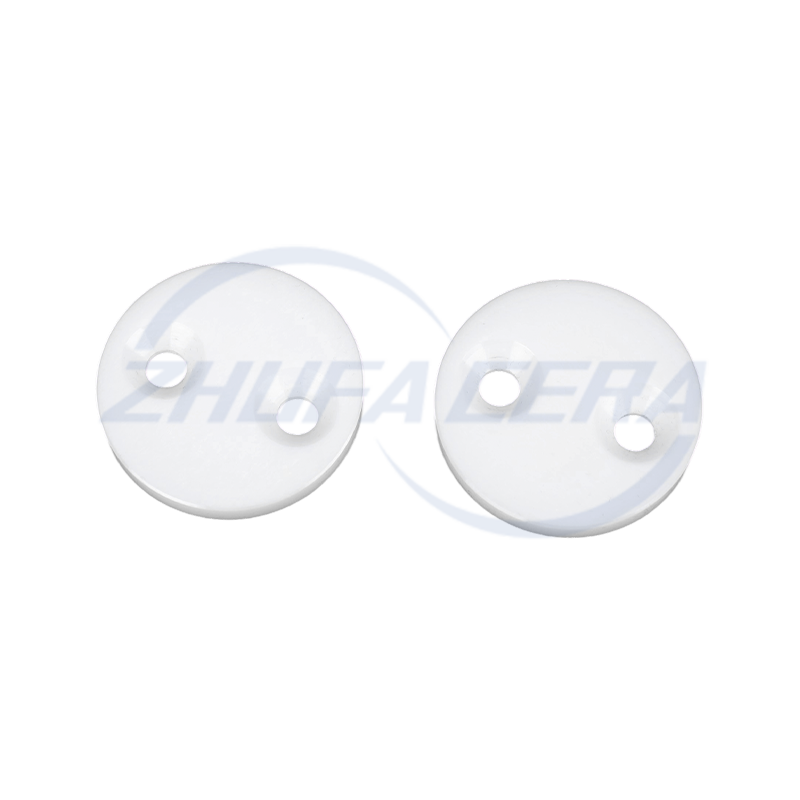
ジルコニアセラミックシートは、そのユニークな特性により、さまざまな分野で機能的なコアコンポーネントとなっています。900–1200 MPaの曲げ強度と6–10 MPa・m¹/²の破壊靭性を備え、厳しい衝撃を受ける環境でも機器のコアコンポーネントを損傷から保護します。その高温耐性により、600°Cでの構造安定性を維持できます 熱伝導を遮断する遮熱材として機能し、高温条件下での精密機器の正常な動...
詳細を見る -
ジルコニアセラミックストリップは、優れた物理的および化学的特性を備えた高性能酸化ジルコニウムセラミックで作られたストリップ材料です。硬度と曲げ強度が非常に高く、摩耗や衝撃に効果的に耐えることができ、優れた化学的安定性を示します。高温、腐食環境、または高応力条件下でも寸法精度と構造的完全性を維持できます。その優れた生体適合性により、塗布の安全性がさらに高まり、切削工具や支持要素などの精密加工に...
詳細を見る -
ジルコニアセラミックウェーハは、高性能構造セラミックの分野における代表的な製品です。従来のアルミナセラミックや金属材料と比較して、その包括的な性能上の利点は明らかです。その中核となる競争力は、高い破壊靱性(通常のセラミックよりも大幅に優れている)と高い硬度の組み合わせにあり、高い機械的応力や衝撃荷重に耐えるときに破損する可能性が低くなり、それによって耐用年数が大幅に延長されます。同時に、金属...
詳細を見る -

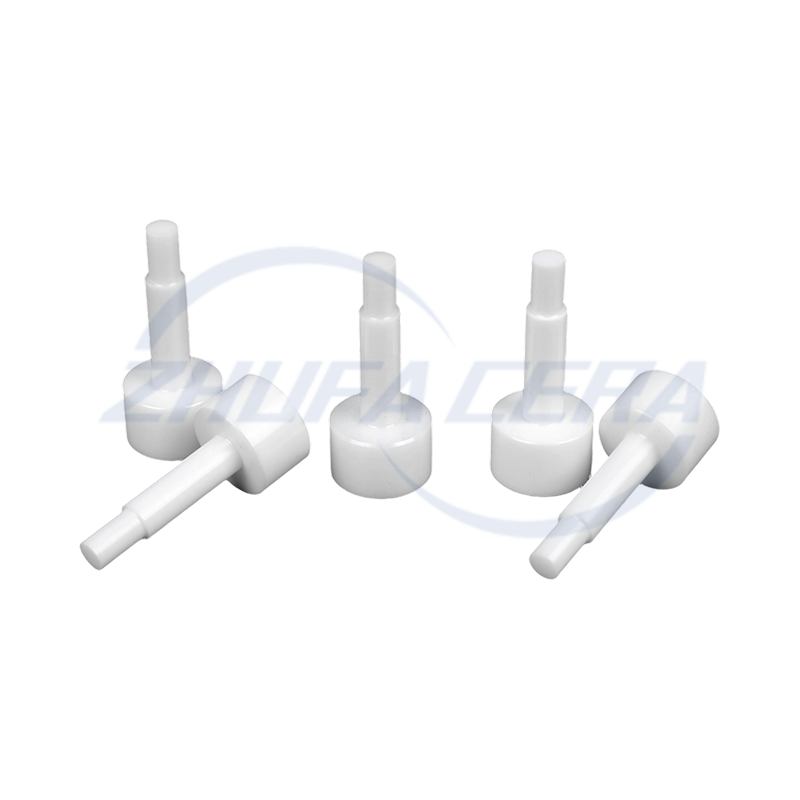
ジルコニアセラミックプランジャーは、過酷な産業環境向けに設計された高性能コンポーネントです。同様のセラミックまたは金属プランジャー製品と比較して、独自の材料上の利点が際立っています。たとえば、従来のステンレス鋼プランジャーは腐食性媒体中で錆や摩耗が発生しやすいのに対し、アルミナセラミックプランジャーは耐食性がありますが靭性に欠け、脆性破壊が発生しやすいです。ジルコニアセラミックプランジャーは...
詳細を見る

-
クイックリンク
ホーム 製品 私たちについて サービス テクノロジー ニュース お問い合わせ -
製品
セラミック構造部品 ジルコニアセラミックス アルミナセラミックス ZTAセラミックス 窒化ケイ素セラミック シリコンカーバイドセラミック セラミック射出成形部品 -
会社概要
工場ツアー 名誉 FAQ -
お問い合わせ情報
+86-188 8878 5188zf@zfcera.com中国浙江省紹興市柯橋区安昌工業団地興功路1号 -
WhatsApp

