
 English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى Português
Português 한국어
한국어
ブラックジルコニアセラミックリングは、精密成形と高温焼結により高純度ジルコニアで作られた高性能エンジニアリングセラミックアセンブリです。その四角形の結晶構造により、材料はより高い機械的強度 (>1000 MPa)と破壊靱性を獲得し、硬度はモース 9 を超え、耐摩耗性は金属や通常のセラミックをはるかに上回ります。ダークブラックの外観は、焼結プロセス中の結晶相構造の正確な制御に由来しており、材料...
詳細を見る
フォローしてください:





 メールアドレス: zf@zfcera.com
メールアドレス: zf@zfcera.com
 電話: +86-188 8878 5188
電話: +86-188 8878 5188

精密セラミック構造部品をカスタマイズする場合、亀裂や変形を防ぐための一般的な設計手法は何ですか?
2026-05-29
高度な製造および産業用途において、精密セラミックス (アルミナ、ジルコニア、窒化ケイ素、炭化ケイ素など) は、その高い硬度、耐摩耗性、高温耐性、耐食性により、不可欠なコア材料となっています。ただし、セラミック材料の固有の高い脆性と、高温焼結中に深刻な体積収縮が発生するため (収縮率は通常、次の範囲以内にです) 15% に 25% )、その構造部品の設計と製造は非常に困難です。不合理な構造設計は、焼結、機械加工、または実際の使用中に製品の亀裂、反り、変形を引き起こすことがよくあります。
このガイドは、精密セラミック構造部品のカスタマイズプロセスにおける中核となる設計の亀裂防止技術、変形防止戦略、プロセスマッチング仕様を体系的にまとめており、設計エンジニアが製品構造を最適化し、歩留まりを向上させ、生産コストを削減できるようにすることを目的としています。
1. セラミックスの材料特性とカスタマイズの3つのポイント
セラミックのカスタマイズ プロジェクトを開始する前に、相互に制限する次の 3 つのコア要素をグローバルな観点から検討する必要があります。
- 材料の選択
材料の物理的および化学的特性によって、構造部品の性能の上限が決まります。次の表に、4 つの主流の精密セラミック材料の主要な特性と一般的なアプリケーション シナリオを示します。
| 材質名 | コアの物理的および化学的特性 | 典型的な産業用途のシナリオ |
| アルミナ | 高いコストパフォーマンス、高硬度、耐摩耗性、優れた絶縁性、耐高温性(最高 1600℃ 上記)。 | 電子絶縁部品、耐摩耗性ライニングプレート、セラミック基板、真空チャンバーコンポーネント。 |
| ジルコニア | 室温ではセラミックスの中で最高の強度と靱性を持ちます( 」 セラミックスチール 」 )、熱膨張係数が金属に近く、熱伝導率が低い。 | 光ファイバーフェルール、セラミックカッター、医療用インプラント(歯科など)、プランジャーポンププラグ本体。 |
| 窒化ケイ素 | 耐熱衝撃性(急冷、急加熱に対する耐性)に優れ、強度が高く、耐摩耗性があり、密度が低く、摩擦係数が小さい。 | 高速精密ベアリングボール、自動車エンジン部品、溶接位置決めピン。 |
| 炭化ケイ素 | 非常に高い硬度(ダイヤモンドに次ぐ)、超高い熱伝導率、優れた高温耐性、強酸および強アルカリ腐食に対する耐性を備えています。 | 半導体ウェーハガイドレール、メカニカルシールリング、高温炉、防弾装甲。 |
- 寸法精度と取り代
- 焼結耐性: 直接焼結 」 緑色のボディ 」 なる 」 熟したビレット 」 最後に、収縮が不均一であるため、公差は通常、次の範囲内でしか制御できません。 ±1% または ±0.1mm あたり。
- 仕上げ手当: 非常に高いマッチング精度要件(ミクロンレベルなど)向け μm ) インターフェースは設計中に確保しておく必要があります 15mm-0.3mm ダイヤモンド砥石の研ぎ代。
- 成形プロセスのマッチング
生産バッチと構造の複雑さに応じてプロセスを選択します。乾式プレスは、大量の単純な平らな部品に適しています。冷間静水圧プレス (CIP) 大型のバーまたはチューブブランクに適しています。セラミック射出成形 (CIM) 非常に複雑な構造の三次元小物部品に適していますが、型開きコストが高くなります。
2. ひび割れ防止と変形防止のためのコア設計スキル
- 肉厚設計:追求 」 完全に均一 」
不均一な壁厚は、焼結および冷却中にセラミック部品に亀裂が発生する最大の原因です。厚い部分と薄い部分では熱膨張率や収縮率が異なるため、大きな内部応力が発生します。
- 厚さの違いを避ける: 全体の壁の厚さを一定に保つようにしてください。構造の厚さを変更する必要がある場合は、緩やかな傾斜の移行を使用し、絶対に避けてください。 90° 突然の変化のこと。
- 軽量化穴の加工: 重量のある固体部品の場合、機械的強度を確保しながら局所的な厚さを減らすために、止まり穴、貫通穴、または背面のくり抜き (溝加工) を設計する必要があります。
- コーナーデザイン:完全な鋭角円( R 角度指定)
鋭角なコーナーで製造されるセラミックス 」 応力集中 」 非常に敏感です。鋭利な内側または外側の角は、熱衝撃や機械的ストレスを受けると簡単に亀裂の原因となる可能性があります。
- 内 / 外側コーナー半径: すべての角とステップ遷移は丸くする必要があります。内部推奨 R 角度は少なくとも次より大きい 5mm (推奨 R≧1.0mm )。スペースが許せば、 R 角度が大きいほど、構造はより堅くなります。
- コーナークリアリングスロットの組み立て: 金属部品とのマッチングが必要なため、残しておかなければならない場合 90° 外角が直角の場合は、内角が内側になるように設計する必要があります。 」 アンダーカット 」 または 」 止まり穴 」 、応力緩和領域を直角の頂点から遠ざけます。
- 穴とエッジの設計: 焼結割れやエッジ欠けを防止します。
セラミック部品に穴(ネジ穴や肉抜き穴など)を開ける際、穴の位置や形状は成形品質に大きな影響を与えます。
- 限界エッジ距離: 穴の壁からセラミック片の外縁までの距離、および 2 つの穴の間の正味の距離は、穴の直径より大きくなければなりません。 5 回。距離が近すぎると、焼結収縮中に弱い領域が両端で引き離されてしまいます。
- オリフィスの面取り: すべてのスルービアとブラインドビアの開口エッジを設計する必要があります。 45°×0.3mm~0.5mm その後の研削時や実際の組み立て時にエッジが欠けるのを防ぐための面取り。
- 成形された穴を避ける: 標準の丸穴を使用してみてください。長穴、四角穴、または鋭い角を持つ特殊な穴の設計は避けてください。このような穴は収縮時に明らかな異方性を持ち、周囲に微小亀裂が発生しやすくなります。
- 大きな平らな面を排除: 反り変形との戦い
焼結時の重力や摩擦、炉内温度のわずかな差などの影響により、大きくて薄い平らな部品は反り変形(通称:そり変形)が起こりやすくなります。 」 バナナベンド 」 )。
- 補強材を設定します。 平坦なピースの背面に十字形状、チック形、または放射状の補強リブを設計すると、剛性が大幅に向上し、収縮方向をロックできます。
- ローカルボスのデザイン: ある平面を組立接触面として使用する必要がある場合、大きな平面全体を高精度精密接触面にしないでください。小さな局部ボスはネジ穴または主要な取り付け点の周囲に設計する必要があり、その後の仕上げではボスの表面のみを研磨する必要があります。これにより、加工コストが節約されるだけでなく、平面全体の反りの影響も効果的に回避されます。
- 対称設計: バランスの取れた焼結張力
セラミック部品が炉内で焼結されるとき、収縮力は全方向で比較的バランスがとれます。構造が著しく非対称である場合、張力のバランスが崩れ、全体的な歪みが生じます。
- 幾何学的対称性: 構造部品が中心対称、軸対称、二次元または三次元レベルでの形状対称を保つようにしてください。
- クラフトタイ (クラフトサポートビーム): 非対称の開口部形状の場合( C 形、 U (形状構造)の場合は、設計時に開口部に人為的に追加する必要があります。 」 仮設プロセス接続ビーム 」 、そのため、焼結中に閉ループの対称構造が維持されます。焼結と研削の後、仮梁はダイヤモンドスライスで切断されます。
三つ。 精密セラミック構造部品の設計仕様に関するチートシート
次の表は、エンジニアがすぐに参照できるように、精密セラミック構造部品を設計する際の間違った方法と正しい仕様をまとめたものです。
| デザイン要素 | 間違ったアプローチ(クラックされやすい) / 変形しやすい) | 正しい行い (安全性を考慮した設計、製造性を考慮した設計) |
| 角と角 | 鋭角な直角を使用します ( 90° )または非常に小さな丸い角。 | 角の丸みを可能な限り大きくし、内外装のデザイン性を高めました。 R 角度 ( R≧0.5mm )。 |
| 断面肉厚 | 局所的に突然厚くなったり薄くなったりしますが、厚さと厚さの接合部には変化がありません。 | 壁の厚さを完全に均一に保ちます。速度変更時には緩やかなスロープ移行を使用する必要があります。 |
| 穴のマージンと間隔 | 穴がエッジまたは隣接する穴に近すぎる (間隔 < 絞り)。 | 穴マージンと隣接する穴の間隔 ≥ 1.5 絞りの倍。 |
| オリフィスと外縁 | オリフィスは面取りのないシャープなエッジです。 | すべての開口部とステップエッジのデザイン 45° 面取り加工(エッジ欠け防止)。 |
| 大面積の薄板 | 平らで支持されていない大面積の薄いスラブを設計します。 | 剛性を高めるために補強材を設計するか、ローカルボス接触に変更します。 |
| 対称構造 | 長すぎるカンチレバーと片側の深刻な非対称性を備えたオープン構造。 | 幾何学的対称性を維持するか、プロセスサポートビームを導入します(ブランクの調理後に除去されます)。 |
注: 実際のプロジェクト開発プロセスでは、構造設計の最初のドラフトが完了した後、できるだけ早くセラミック フォワード プロセス エンジニアと製造指向の設計を実施することを強くお勧めします ( DFM ) 特定の材料の機械的特性に基づいて寸法をさらに最適化するために見直します。
関連製品
-
-
ジルコニアセラミックロッドは、主に酸化ジルコニウムで作られた高性能セラミック材料ロッドで、優れた機械的強度と化学的安定性を備えています。非常に高い硬度と耐摩耗性を示し、優れた耐食性を維持しながら極端な温度環境(最大 1500°C 以上)に耐えることができ、さまざまな要求の厳しい産業用途に適しています。単一の製品として、機械式トランスミッション部品、高温センサー、切削工具のコアコンポーネントな...
詳細を見る -
ブルージルコニアセラミックシートは、高度なジルコニアセラミックで作られた精密部品です。コバルト、鉄、銅で染色して青色を形成します。この色は視覚的な識別子として機能するだけでなく、光の均一な吸収と反射を保証するため、光学精度が求められる用途に最適です。この材料は、砂粉砕技術によるナノスケールの粉末分散(粒子サイズ 多目的設計として、ブルージルコニアセラミックシートは主要産業で広く使用されて...
詳細を見る -

この青いジルコニア セラミック ピンは高度なジルコニア セラミック材料で作られており、優れた耐久性と性能を提供します。ジルコニアセラミックは、高強度、優れた耐摩耗性、信頼性の高い硬度で知られており、多くの金属や従来のセラミックよりも強力です。この固有の靭性により、ピンは劣化することなく、厳しい機械的応力、過酷な環境、腐食性物質との接触に耐えることができます。また、その固有の安定性により、摩擦...
詳細を見る -
ジルコニアセラミックギアは、優れた高強度と高硬度を備えた酸化ジルコニウムセラミック材料で作られています。この材料特性により、伝送プロセス中の摩耗に効果的に耐えることができます。高周波・高負荷運転状態で長期間使用しても、安定した構造形状を維持し、耐用年数を大幅に延ばすことができます。同時に、優れた耐食性を備えています。酸やアルカリなどの化学媒体の浸食に直面すると、劣化するのは簡単ではありません...
詳細を見る -
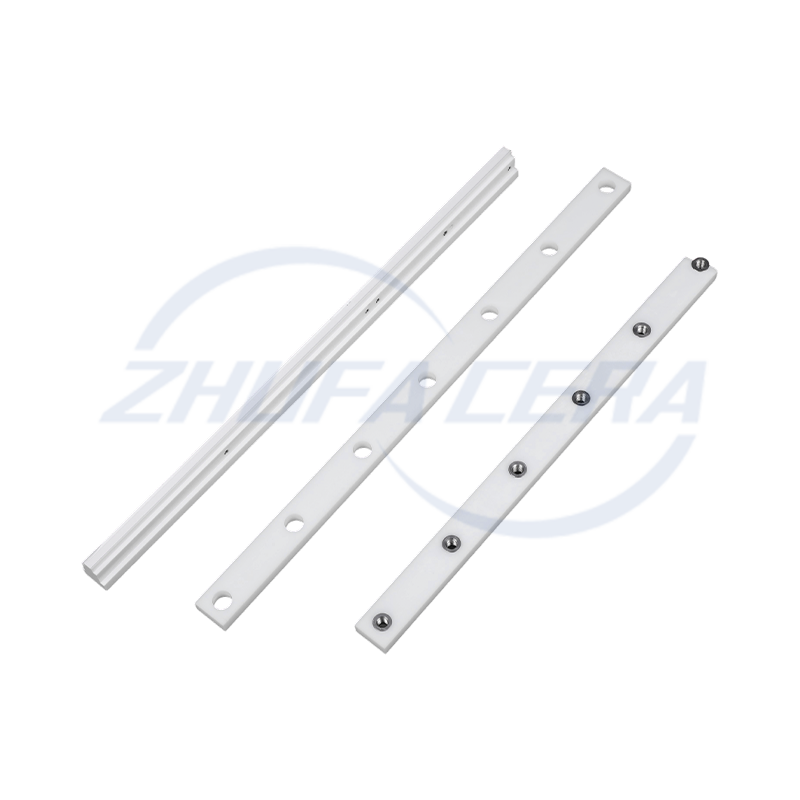
ジルコニアセラミックガイドレールは、酸化ジルコニウムセラミック材料で作られた高性能精密機械部品です。そのコア特性は、酸化ジルコニウムセラミックの優れた物理的および化学的特性に由来しています。この製品は非常に高い硬度(モース硬度 8。5-9。1)と曲げ強度(400-1000MPa)を備えており、従来の金属ガイドレールよりも大幅に優れています。高強度の機械的負荷に耐え、長期的な構造安定性を維持で...
詳細を見る -
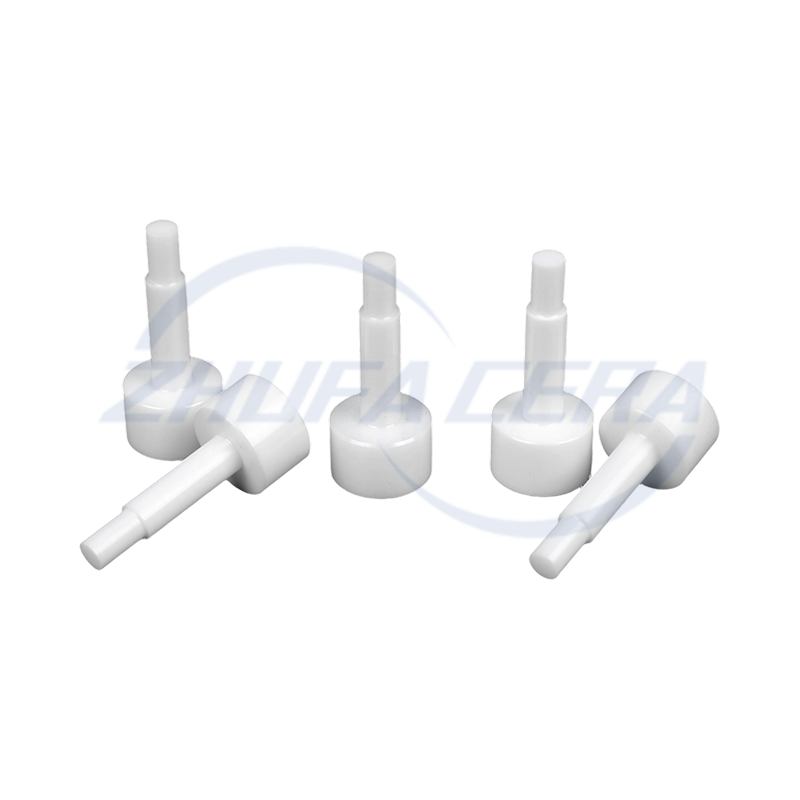
ジルコニアセラミック位置決めピンは、優れた物理的および化学的特性を備えた高度な酸化ジルコニウムセラミック材料で作られた高精度位置決め要素です。その主な特性には、非常に高いビッカース硬度(通常は 1200 HV 以上)、優れた耐摩耗性と耐衝撃性、化学腐食、高温(動作温度は 1000°C 以上に達する可能性があります)、電気絶縁性能に効果的に耐えることができ、長期にわたる安定した動作を保証します...
詳細を見る -
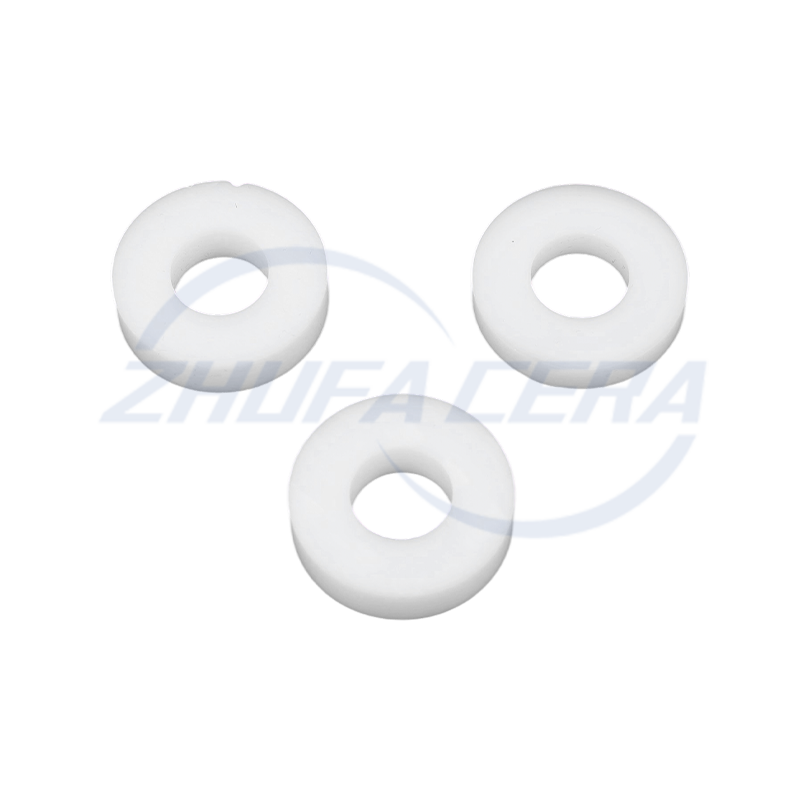
ジルコニアセラミックリングは、優れた物理的および化学的特性で知られる高性能セラミック製品です。モース硬度が8。5を超える非常に高い硬度と強度を備えており、摩耗や衝撃に効果的に耐え、耐用年数を延ばすことができます。さらに、この製品は耐食性に優れ、高温、高圧、化学腐食環境でも安定性を維持しながら、摩擦係数を低くし、エネルギー損失を削減し、動作効率を向上させます。機能面では、ジルコニアセラミックリ...
詳細を見る -
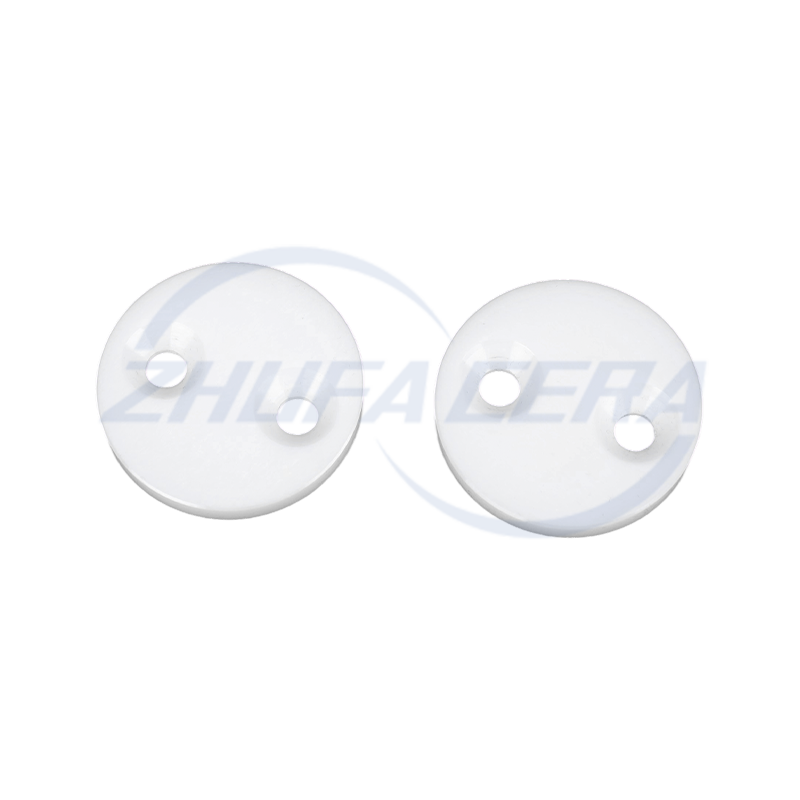
ジルコニアセラミックシートは、そのユニークな特性により、さまざまな分野で機能的なコアコンポーネントとなっています。900–1200 MPaの曲げ強度と6–10 MPa・m¹/²の破壊靭性を備え、厳しい衝撃を受ける環境でも機器のコアコンポーネントを損傷から保護します。その高温耐性により、600°Cでの構造安定性を維持できます 熱伝導を遮断する遮熱材として機能し、高温条件下での精密機器の正常な動...
詳細を見る -
ジルコニアセラミックストリップは、優れた物理的および化学的特性を備えた高性能酸化ジルコニウムセラミックで作られたストリップ材料です。硬度と曲げ強度が非常に高く、摩耗や衝撃に効果的に耐えることができ、優れた化学的安定性を示します。高温、腐食環境、または高応力条件下でも寸法精度と構造的完全性を維持できます。その優れた生体適合性により、塗布の安全性がさらに高まり、切削工具や支持要素などの精密加工に...
詳細を見る -
ジルコニアセラミックウェーハは、高性能構造セラミックの分野における代表的な製品です。従来のアルミナセラミックや金属材料と比較して、その包括的な性能上の利点は明らかです。その中核となる競争力は、高い破壊靱性(通常のセラミックよりも大幅に優れている)と高い硬度の組み合わせにあり、高い機械的応力や衝撃荷重に耐えるときに破損する可能性が低くなり、それによって耐用年数が大幅に延長されます。同時に、金属...
詳細を見る -

ジルコニアセラミックプランジャーは、過酷な産業環境向けに設計された高性能コンポーネントです。同様のセラミックまたは金属プランジャー製品と比較して、独自の材料上の利点が際立っています。たとえば、従来のステンレス鋼プランジャーは腐食性媒体中で錆や摩耗が発生しやすいのに対し、アルミナセラミックプランジャーは耐食性がありますが靭性に欠け、脆性破壊が発生しやすいです。ジルコニアセラミックプランジャーは...
詳細を見る

-
クイックリンク
ホーム 製品 私たちについて サービス テクノロジー ニュース お問い合わせ -
製品
セラミック構造部品 ジルコニアセラミックス アルミナセラミックス ZTAセラミックス 窒化ケイ素セラミック シリコンカーバイドセラミック セラミック射出成形部品 -
会社概要
工場ツアー 名誉 FAQ -
お問い合わせ情報
+86-188 8878 5188zf@zfcera.com中国浙江省紹興市柯橋区安昌工業団地興功路1号 -
WhatsApp

